Desarrollo del ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 482
Ciclos de palpación: determinar automáticamente la posición inclinada de
la pieza
14.7 Orientar la posición inclinada de una pieza mediante el eje C (Ciclo
405, DIN/ISO: G405)
14
482
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
14.7
Orientar la posición inclinada de una
pieza mediante el eje C (Ciclo 405,
DIN/ISO: G405)
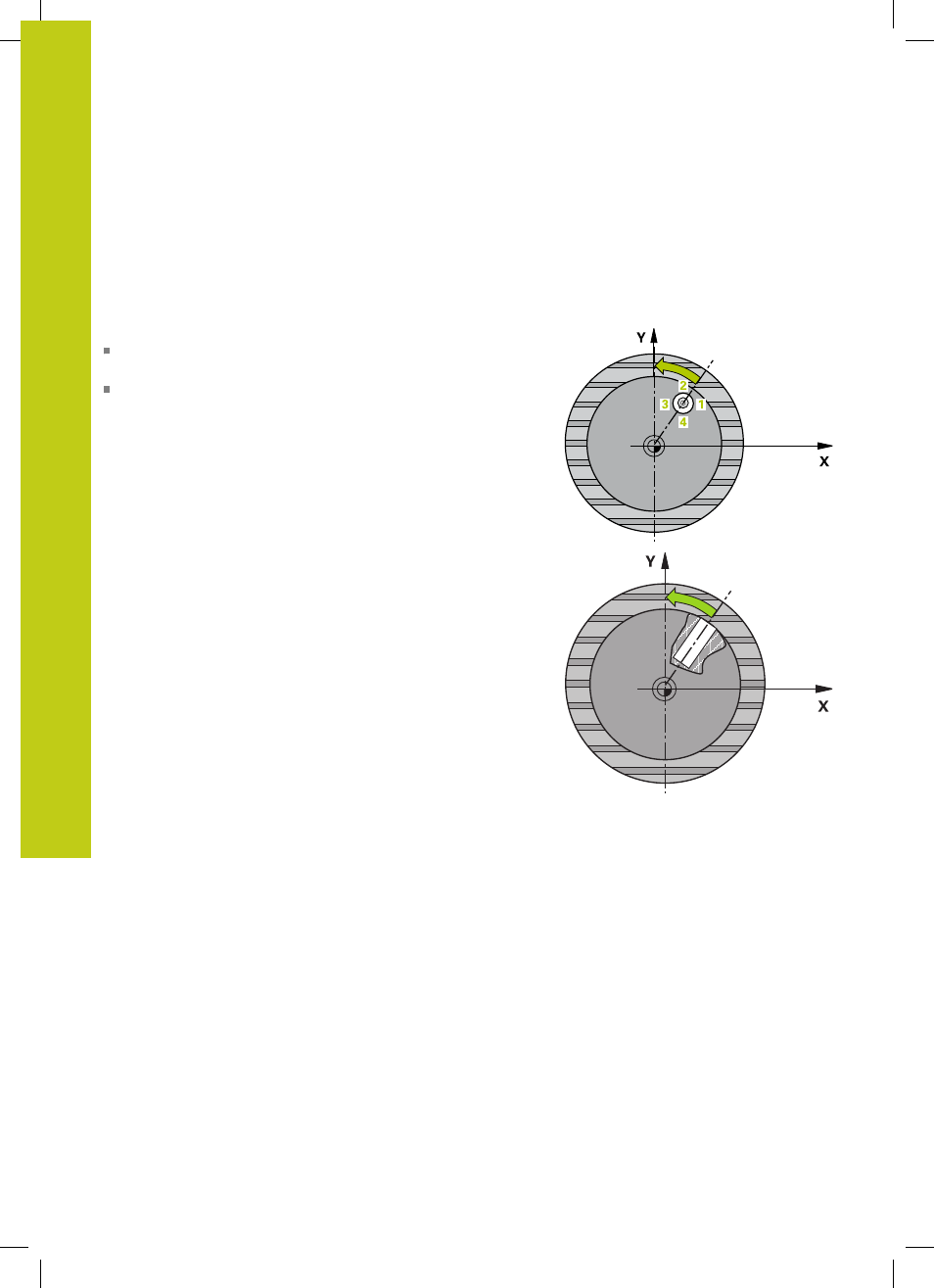
Desarrollo del ciclo
Con el ciclo de palpación 405 se calcula
el desvío angular entre el eje Y positivo del sistema de
coordenadas activo y la línea central de un taladro o
el desvío angular entre la posición nominal y la posición real del
punto central de un taladro
El TNC compensa la desviación angular calculada, girando el eje C.
La pieza debe estar sujeta en la mesa giratoria, la coordenada Y del
taladro debe ser positiva. Si se mide descentramiento angular del
taladro con el eje de palpación Y (posición horizontal del taladro),
puede ser necesario ejecutar el ciclo varias veces, puesto que
debido a la estrategia de medición se origina una imprecisión de
aprox. un 1% de la posición inclinada.
1 El TNC posiciona el palpador con avance rápido (valor de la
columna
FMAX) y con lógica de posicionamiento (ver "Ejecutar
ciclos de palpación", página 462) en el punto de palpación
1
. El
TNC calcula los puntos de palpación a partir de los datos del
ciclo y de la distancia de seguridad de la columna
SET_UP de la
tabla de palpación
2 A continuación, el palpador se desplaza hasta la altura de
medición introducida y ejecuta el primer proceso de palpación
con avance de palpación (Columna
F) El TNC determina
automáticamente la dirección de palpación en relación al ángulo
inicial programado
3 Luego el palpador se desplaza circularmente, o bien hasta
la altura de medición, o bien hasta la altura segura, para el
siguiente punto de palpación
2
y ejecuta allí el segundo proceso
de palpación
4 El TNC posiciona el palpador en el punto de palpación
3
y luego
en el punto de palpación
4
y ejecuta allí el tercer y el cuarto
proceso de palpación respectivamente y posiciona el palpador
en el centro del taladro calculado
5 Para finalizar el TNC posiciona el palpador de nuevo a la altura
de seguridad y posiciona la pieza mediante el giro de la mesa
giratoria, El TNC gira la mesa de tal forma que el punto central
del taladro tras las compensación - tanto en ejes de palpación
verticales como horizontales - está situado en la dirección
del eje Y positivo, o en la posición nominal del punto central
del taladro. El desplazamiento angular medido se encuentra
disponible además en el parámetro Q150
- TNC 122 User Manual
- ND 286
- ND 282 B
- ND 282
- NPD 281
- ND 281 B
- ND 261
- ND 231 B
- ND 221
- ND 221 B
- ND 220
- NDP 560
- NDP 560
- ND 523
- ND 530
- ND 750 v.1
- ND 750 v.2
- ND 760 v.2
- ND 760 v.1
- ND 770 v.2
- ND 770 v.1
- ND 780
- NDP 960
- ND 970
- ND 1200
- ND 1200R
- ND 2100G
- PT 855 for Milling
- PT 855 for Turning
- PT 880
- MSE 1000
- SW 68894x-01 DIN Programming
- SW 54843x-01
- SW 68894x-03 DIN Programming
- SW 68894x-01
- MANUALplus 4110
- MANUALplus 4110 Pilot
- CNC Pilot 4290 V7.1
- CNC Pilot 4290 V7.1 Description of B and Y axes
- CNC Pilot 4290
- CNC Pilot 4290 Pilot
- CNC Pilot 4290 Description of the Y axis
- TNC 310 (286 140)
- TNC 310 (286 140)
- TNC 310 (286 140) Pilot
- TNC 310 (286 140) Pilot
- TNC 128 (77184x-02)
- TNC 128 (77184x-01)
- NC 124
- TNC 320 (340 551-01)
- TNC 320 (340 551-02)
- TNC 320 (340 55x-03)
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 620 (340 56x-01) Touch Probe Cycles
- TNC 320 (340 55x-04)
- TNC 320 (340 55x-04) Cycle programming
- TNC 320 (340 55x-04) ISO programming
- TNC 320 (340 55x-05)
- TNC 320 (340 55x-05) Cycle programming
- TNC 320 (340 55x-05) ISO programming
- TNC 320 (34055x-06)
- TNC 320 (34055x-06) Cycle programming
- TNC 320 (34055x-06) ISO programming
- TNC 320 (77185x-01)
- TNC 320 (77185x-01) Cycle programming
- TNC 320 (77185x-01) ISO programming
- TNC 410
- TNC 430 (280 472) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- iTNC 530 (340 420) Pilot
- TNC 430 (280 476) ISO programming
- TNC 426 (280 462)
- TNC 430 (280 476) Touch Probe Cycles
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 474)
- TNC 430 (280 476)
- iTNC 530 (340 420)
- iTNC 530 (340 420) Touch Probe Cycles
- iTNC 530 (340 420) ISO programming
- iTNC 530 (340 422)
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 49x-03) Pilot
- iTNC 530 (340 422) Touch Probe Cycles
- iTNC 530 (340 422) ISO programming
- iTNC 530 (340 49x-01)
- iTNC 530 (340 49x-01) smarT.NC Pilot
- iTNC 530 (340 49x-01) ISO programming
- iTNC 530 (340 49x-02)
- iTNC 530 (340 49x-02) Touch Probe Cycles
- iTNC 530 (340 49x-02) Pilot
- iTNC 530 (340 49x-02) ISO programming
- iTNC 530 (340 49x-03)
- iTNC 530 (340 49x-03) Touch Probe Cycles
- iTNC 530 (340 49x-03) smarT.NC Pilot
- iTNC 530 (340 49x-03) ISO programming
- iTNC 530 (340 49x-04)
- iTNC 530 (340 49x-04) Pilot
- iTNC 530 (340 49x-04) Touch Probe Cycles
- iTNC 530 (340 49x-05) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (60642x-04) Pilot
- iTNC 530 (340 49x-04) ISO programming
- iTNC 530 (340 49x-05)
- iTNC 530 (340 49x-05) Cycle programming
- iTNC 530 (340 49x-05) ISO programming
- iTNC 530 (340 49x-06)
- iTNC 530 (606 42x-01) Cycle programming
- iTNC 530 (340 49x-06) ISO programming
- iTNC 530 (606 42x-02) Pilot
- iTNC 530 (34049x-08)
- iTNC 530 (34049x-08) ISO programming
- iTNC 530 (34049x-08) ISO programming
- iTNC 530 (606 42x-02) Cycle programming
- 530 (340 49x-07) ISO programming
- iTNC 530 (60642x-03) Cycle programming
- iTNC 530 (606 42x-01)
- iTNC 530 (606 42x-01) ISO programming
- iTNC 530 (606 42x-02)
- iTNC 530 (606 42x-02) ISO programming
- iTNC 530 (60642x-03)
- iTNC 530 (60642x-03) ISO programming
- iTNC 530 (60642x-04)
- iTNC 530 (60642x-04) Cycle programming
- iTNC 530 (60642x-04) ISO programming
- TNC 620 (340 56x-01)
- TNC 620 (340 56x-02)
- TNC 620 (340 56x-02) Cycle programming
- TNC 620 (340 56x-02) ISO programming
- TNC 620 (340 56x-03)
- TNC 620 (73498x-01) Cycle programming
- TNC 620 (340 56x-03) ISO programming
- TNC 620 (34056x-04)
- TNC 620 (73498x-02) Cycle programming
- TNC 620 (34056x-04) ISO programming
- TNC 620 (73498x-01)
- TNC 620 (73498x-01) ISO programming
- TNC 620 (73498x-02)
- TNC 620 (73498x-02) ISO programming
- TNC 620 (81760x-01)
- TNC 620 (81760x-01) Cycle programming
- TNC 620 (81760x-01) ISO programming
- TNC 620 (81760x-02)
- TNC 620 (81760x-02) Cycle programming
- TNC 620 (81760x-02) ISO programming
- TNC 640 (34059x-01)
- TNC 640 (34059x-01) Cycle programming
- TNC 640 (34059x-01) ISO programming
- TNC 640 (34059x-02)
- TNC 640 (34059x-02) Cycle programming
- TNC 640 (34059x-02) ISO programming
- TNC 640 (34059x-04)
- TNC 640 (34059x-04) Cycle programming
- TNC 640 (34059x-04) ISO programming
- TNC 640 (34059x-05)
- TNC 640 (34059x-05) ISO programming