HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 486
Ciclos de palpación: determinar automáticamente la posición inclinada de
la pieza
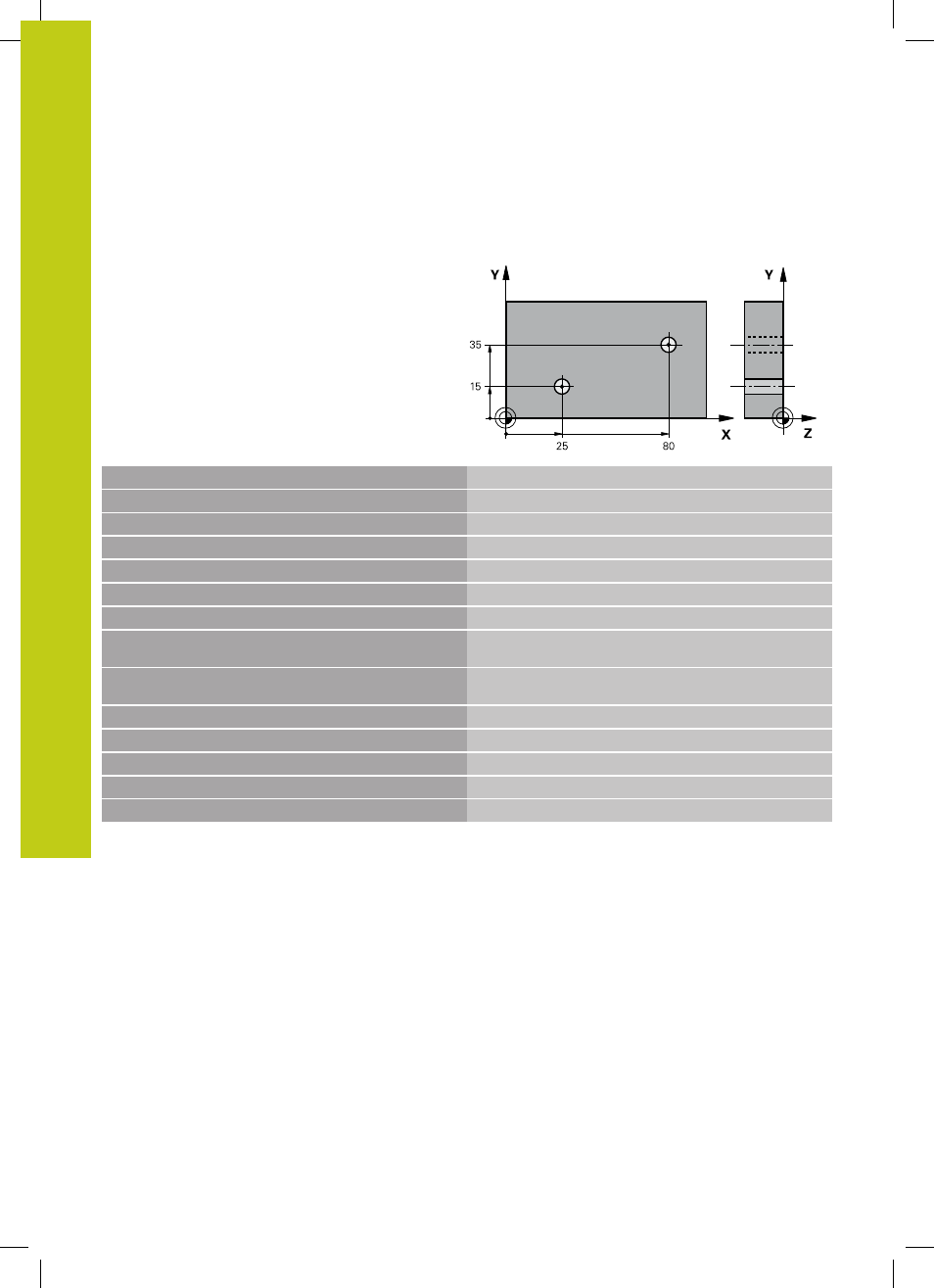
14.8 Ejemplo: Determinar el giro básico mediante dos taladros
14
486
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
14.8
Ejemplo: Determinar el giro básico
mediante dos taladros
0 BEGIN PGM CYC401 MM
1 TOOL CALL 69 Z
2 TCH PROBE 401 ROT 2 TALADROS
Q268=+25
;1ER PUNTO 1ER EJE
Centro del 1er taladro: Coordenada X
Q269=+15
;1ER CENTRO 2º EJE
Centro del 1er taladro: Coordenada Y
Q270=+80
;2º CENTRO 1ER EJE
Centro del 2º taladro: Coordenada X
Q271=+35
;2º CENTRO 2º EJE
Centro del 2º taladro: Coordenada Y
Q261=-5
;ALTURA DE MEDICIÓN
Coordenada en el eje de palpación desde la cual se realiza la
medición
Q260=+20
;ALTURA SEGURA
Altura sobre la cual se desplaza el eje de palpación sin
colisionar
Q307=+0
;PREAJUSTE ANGULO ROT.
Ángulo de las rectas de referencia
Q402=1
;COMPENSACIÓN
Compensar inclinación mediante giro de la mesa giratoria
Q337=1
;PONER CERO
Después de la alineación, poner la visualización a cero
3 CALL PGM 35K47
Llamada al programa de mecanizado
4 END PGM CYC401 MM