HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 601
CALIBRAR LONGITUD DEL TS (Ciclo 461, DIN/ISO: G257)
17.7
17
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
601
17.7
CALIBRAR LONGITUD DEL TS (Ciclo
461, DIN/ISO: G257)
Desarrollo del ciclo
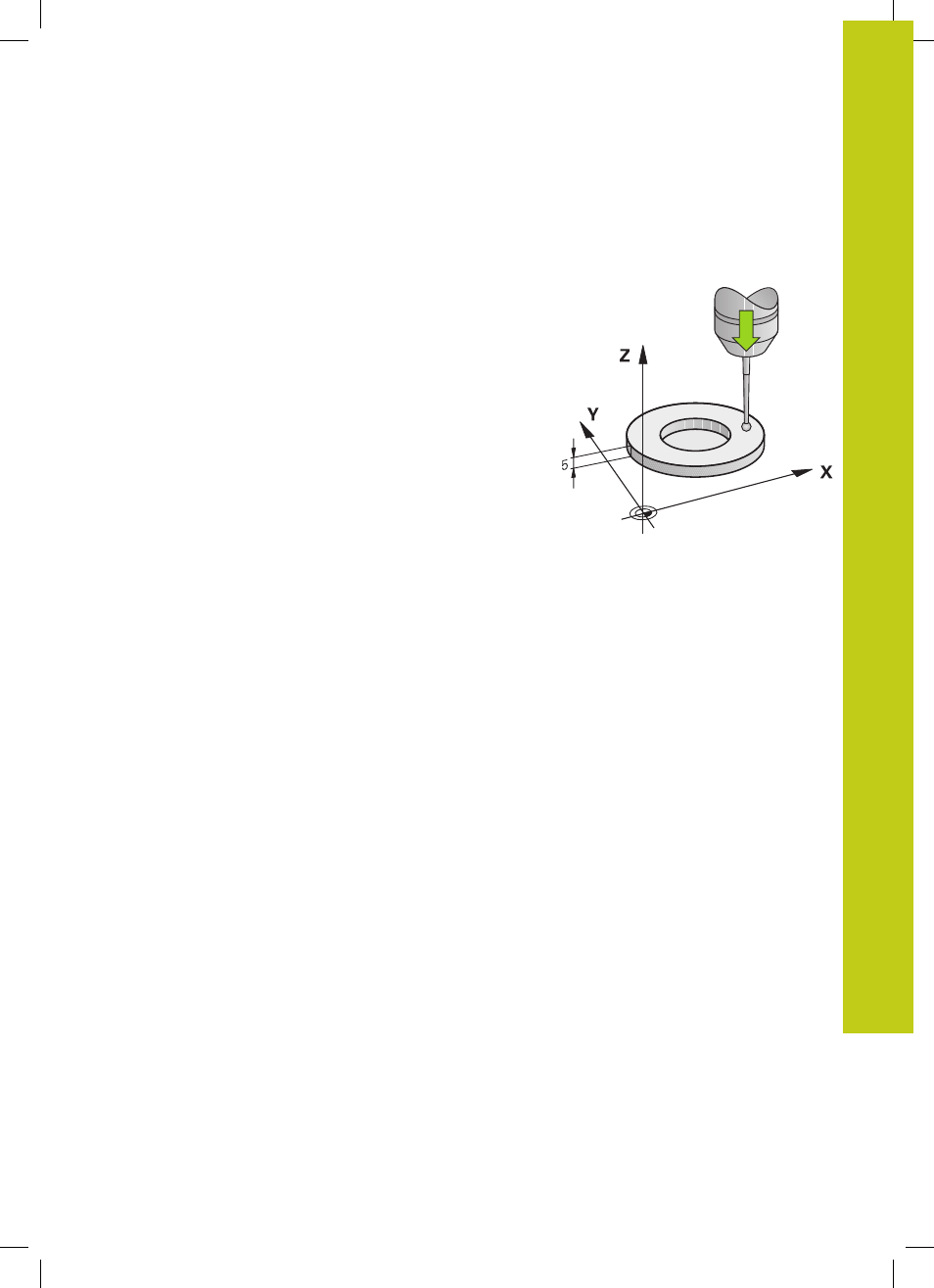
Antes de iniciar el ciclo de calibración se debe fijar el punto de
referencia en el eje del cabezal de tal modo que sobre la mesa
de la máquina haya Z=0 y posicionar previamente el palpador
mediante el aro de calibración.
Durante el proceso de calibración se crea automáticamente
un protocolo de medición. Este protocolo lleva el nombre de
TCHPRAUTO.html. La ubicación de almacenamiento de este
fichero es la misma que la del fichero de salida El protocolo
de medición puede visualizarse en el control numérico con el
navegador de Internet. Si en un programa se emplean varios ciclos
para calibrar el sistema de palpación, todos los protocolos de
medición se encuentran en TCHPRAUTO.html.
1 El TNC orienta el palpador al ángulo
CAL_ANG de la tabla del
palpador (únicamente cuando el palpador sea orientable)
2 El TNC palpa partiendo de la posición actual en la dirección del
cabezal negativa con avance de palpación (Columna
F de la tabla
del palpador)
3 A continuación, el TNC hace retroceder el palpador con avance
rápido (Columna
FMAX de la tabla del palpador) para posicionarlo
en la posición inicial