Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 533
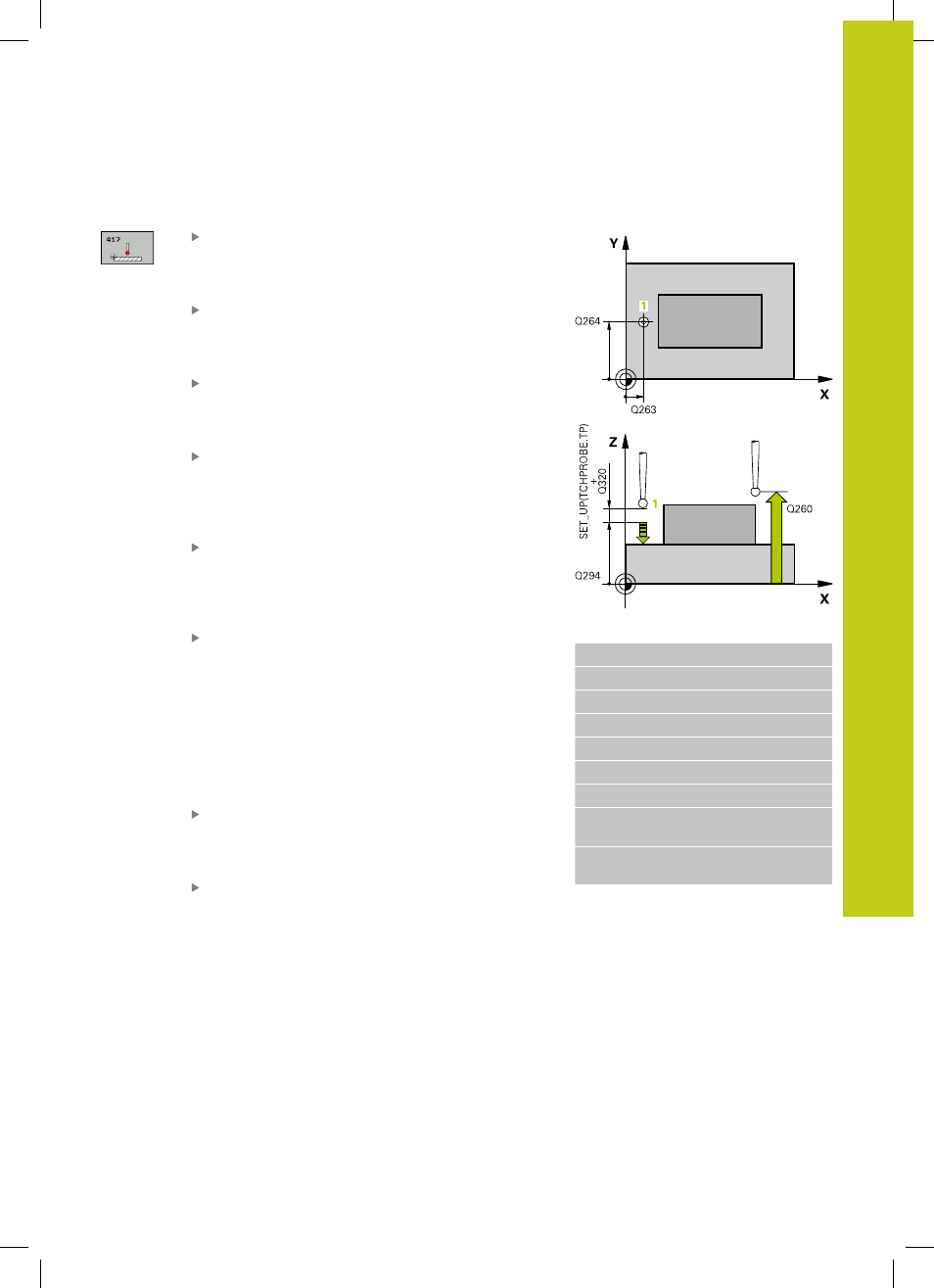
PUNTO DE REFERENCIA EJE DEL PALPADOR (Ciclo 417, DIN/ISO:
G417)
15.11
15
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
533
Parámetros de ciclo
1er punto de medición del 1er eje Q263 (valor
absoluto): coordenada del 1er punto de palpación en
el eje principal del plano de mecanizado. Campo de
introducción -99999,9999 a 99999,9999
1er punto de medición del 2º eje Q264 (valor
absoluto): coordenada del 1er punto de palpación en
el eje auxiliar del plano de mecanizado. Campo de
introducción -99999,9999 a 99999,9999
1er punto de medición 3º eje Q294 (valor
absoluto): coordenada del punto de palpación
en el eje de palpación. Campo de introducción
-99999,9999 a 99999,9999
Distancia de seguridad Q320 (valor incremental):
Distancia adicional entre el punto de medición y la
bola del palpador. Q320 se suma a
SET_UP (tabla
del sistema de palpación). Campo de introducción 0
a 99999,9999
Altura de seguridad Q260 (valor absoluto):
coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador
y la pieza. Campo de introducción -99999,9999 a
99999,9999
Número del punto cero en la tabla Q305: indicar el
número en la tabla de puntos cero/tabla de presets,
donde el TNC debe memorizar la coordenada. En el
caso de Q303=1: En la introducción de Q305=0, el
TNC fija la visualización automática de tal manera
que el nuevo punto de referencia se encuentra en
la superficie palpada. En el caso de Q303=0: Al
introducir Q305=0, el TNC describe la línea 0 de
la tabla de cero piezas Campo de introducción 0 a
99999
Nuevo punto de referencia Q333 (absoluto):
coordenada en la que el TNC debe fijar el punto de
referencia. Ajuste básico = 0. Campo de entrada
-99999,9999 a 99999,9999
Transmisión del valor de medición (0,1) Q303:
determinar si el punto de referencia calculado debe
guardarse en la tabla de cero-piezas o en la tabla de
presets:
-1
: ¡No utilizar! Lo introduce el TNC cuando se leen
programas antiguos (ver "Correspondencias de
todos los ciclos de palpación para fijar el punto de
ref.", página 490)
0
: escribir el punto de referencia determinado en la
tabla de puntos cero activa. El sistema de referencia
es el sistemas de coordenadas activo de la pieza
1
: escribir en la tabla de preset el punto de
referencia determinado. El sistema de referencia es
el sistema de coordenadas de la máquina (sistema
REF).
Bloques NC
5 TCH PROBE 417 PTO. REF. EJE TS
Q263=+25
;1ER PUNTO 1ER EJE
Q264=+25
;1ER PUNTO 2º EJE
Q294=+25
;1ER PUNTO 3ER EJE
Q320=0
;DIST. DE SEGURIDAD
Q260=+50
;ALTURA SEGURA
Q305=0
;Nº EN TABLA
Q333=+0
;PUNTO DE
REFERENCIA
Q303=+1
;TRANSFERENCIA DEL
VALOR DE MEDIDA