Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 123
FRESADO DE ROSCA CON AVELLANADO (Ciclo 263, DIN/ISO:G263)
4.7
4
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
123
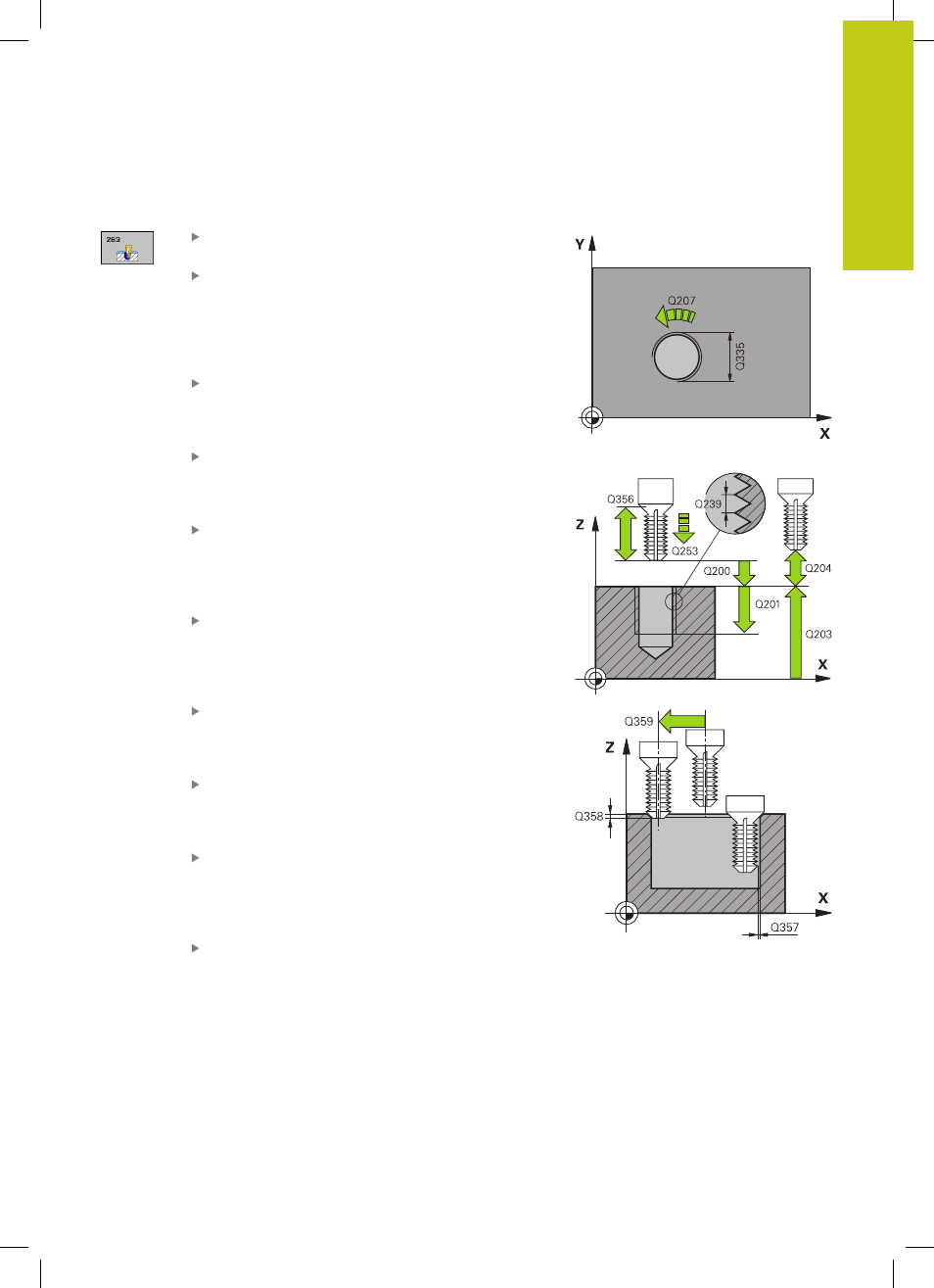
Parámetros de ciclo
Diámetro nominal Q335: Diámetro nominal de
rosca Campo de introducción 0 hasta 99999.9999
Paso de rosca Q239: Paso de la rosca. El signo
determina si el roscado es a derechas o a
izquierdas:
+
= roscado a derechas
-
= roscado a izquierdas
Campo de introducción -99.9999 hasta 99.9999
Profundidad de roscado Q201 (valor incremental):
Distancia de la superficie de la pieza a la base del
roscado. Campo de introducción -99999,9999 a
99999,9999
Profundidad de rebaje Q356 (valor incremental):
Distancia entre la superficie de la pieza y el
extremo de la herramienta. Campo de introducción
-99999,9999 a 99999,9999
Avance posicionamiento previo Q253: Velocidad
de desplazamiento de la herramienta al profundizar
en la pieza o al retirarse de la pieza en mm/min.
Campo de introducción 0 hasta 99999.9999
alternativo
FMAX, FAUTO
Tipo de fresado Q351: tipo de mecanizado de
fresado con M3
+1
= Fresado codireccional
–1
= Fresado en contrasentido (Si se ha introducido
0, tiene lugar el mecanizado codireccional)
Distancia de seguridad Q200 (valor incremental):
Distancia entre el extremo de la hta. y la superficie
de la pieza. Campo de introducción 0 hasta
99999.9999
Distancia de seguridad lateral Q357 (valor
incremental): Distancia entre la cuchilla de la hta.
y la pared del taladrado. Campo de introducción 0
hasta 99999.9999
Profundidad de fresado frontal Q358 (valor
incremental): Distancia entre la superficie de
la pieza y el extremo de la herramienta en la
profundización frontal. Campo de introducción
-99999,9999 a 99999,9999
Desplazamiento rebaje cara frontal Q359 (valor
incremental): Distancia con la que el TNC desplaza
el centro de la herramienta partiendo del centro.
Campo de introducción 0 hasta 99999.9999