6 brochar (ciclo 22, din/iso: g122), Desarrollo del ciclo, Brochar (ciclo 22, din/iso: g122) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 205
BROCHAR (Ciclo 22, DIN/ISO: G122)
7.6
7
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
205
7.6
BROCHAR (Ciclo 22, DIN/ISO: G122)
Desarrollo del ciclo
Con el ciclo 22 VACIAR se fijan los datos tecnológicos para el
desbaste.
Antes de llamar el ciclo 22 se deben programar otros ciclos:
Ciclo 14 CONTORNO o SEL CONTOUR
Ciclo 20 DATOS DEL CONTORNO
dado el caso, ciclo 21 TALADRADO PREVIO
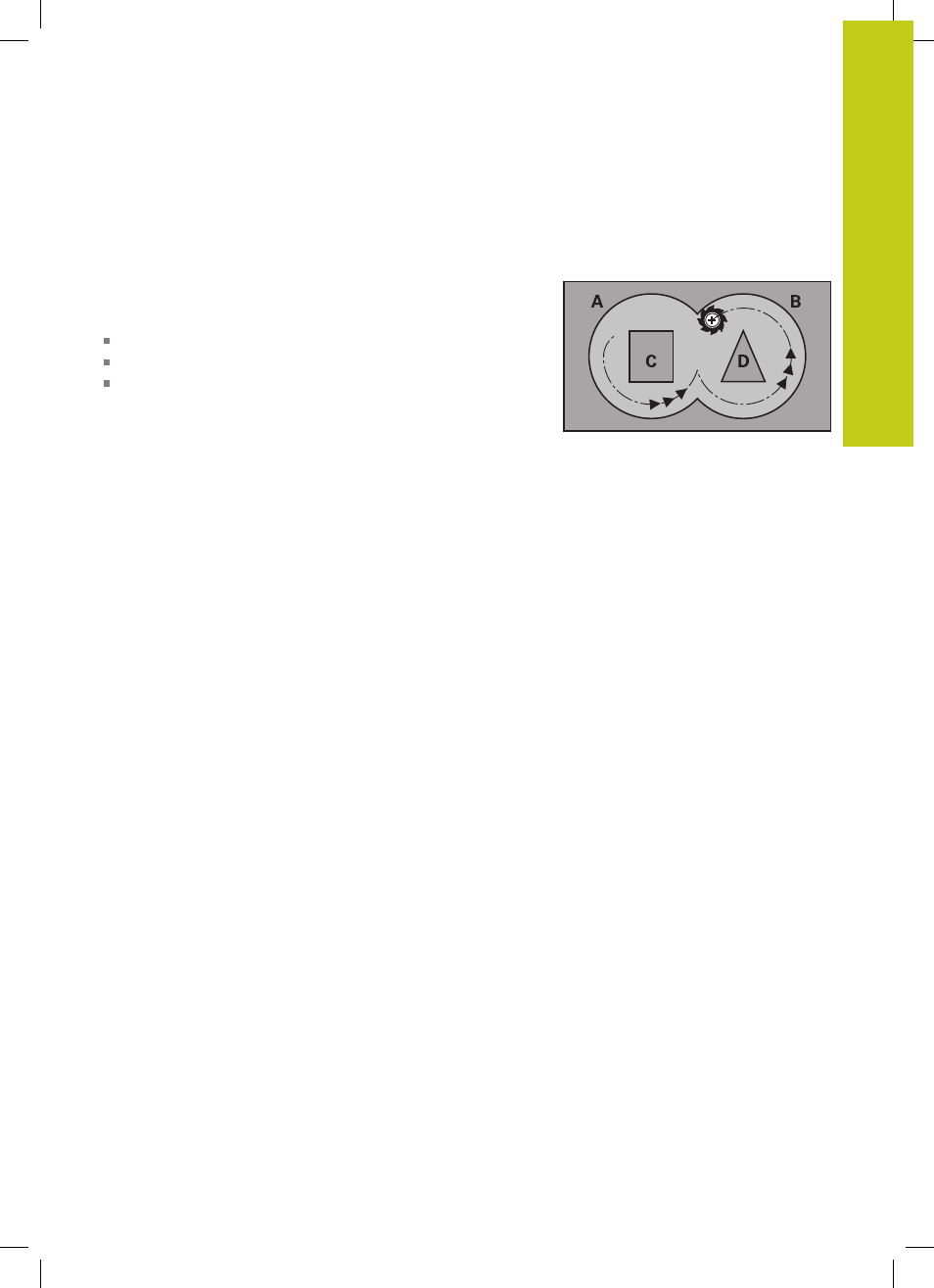
Desarrollo del ciclo
1 El TNC posiciona la hta. sobre el punto de profundización; para
ello se tiene en cuenta la sobremedida de acabado lateral
2 En la primera profundidad de pasada la hta. fresa el contorno de
dentro hacia fuera con el avance de fresado Q12
3 Para ello se fresa libremente el contorno de la isla (aquí: C/D)
con una aproximación al contorno de la cajera (aquí: A/B)
4 En el paso siguiente, el TNC desplaza la herramienta hasta
el paso de profundización siguiente y repite el proceso
de desbaste hasta que se haya alcanzado la profundidad
programada
5 Finalmente, la herramienta retrocede en el eje de la herramienta
hasta la altura segura o hasta la última posición programada
antes del ciclo Depende de parámetros ConfigDatum,
CfgGeoCycle, posAfterContPocket.