Aplicación – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 334
Ciclos: Tornear
12.2 ADAPT. SISTEMA DE TORNEADOADAPTAR
(Ciclo 800, DIN/ISO: G800)
12
334
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
12.2
ADAPT. SISTEMA DE TORNEADO
ADAPTAR
(Ciclo 800, DIN/ISO: G800)
Aplicación
El fabricante de su máquina debe adaptar esta
función al TNC. Rogamos consulte el manual de la
máquina.
Para poder ejecutar un mecanizado de torneado deberá llevarse
la herramienta a una posición adecuada en relación con el eje de
torno. Para ello se puede utilizar el ciclo
800 ADAPTAR SISTEMA DE
TORNEADO.
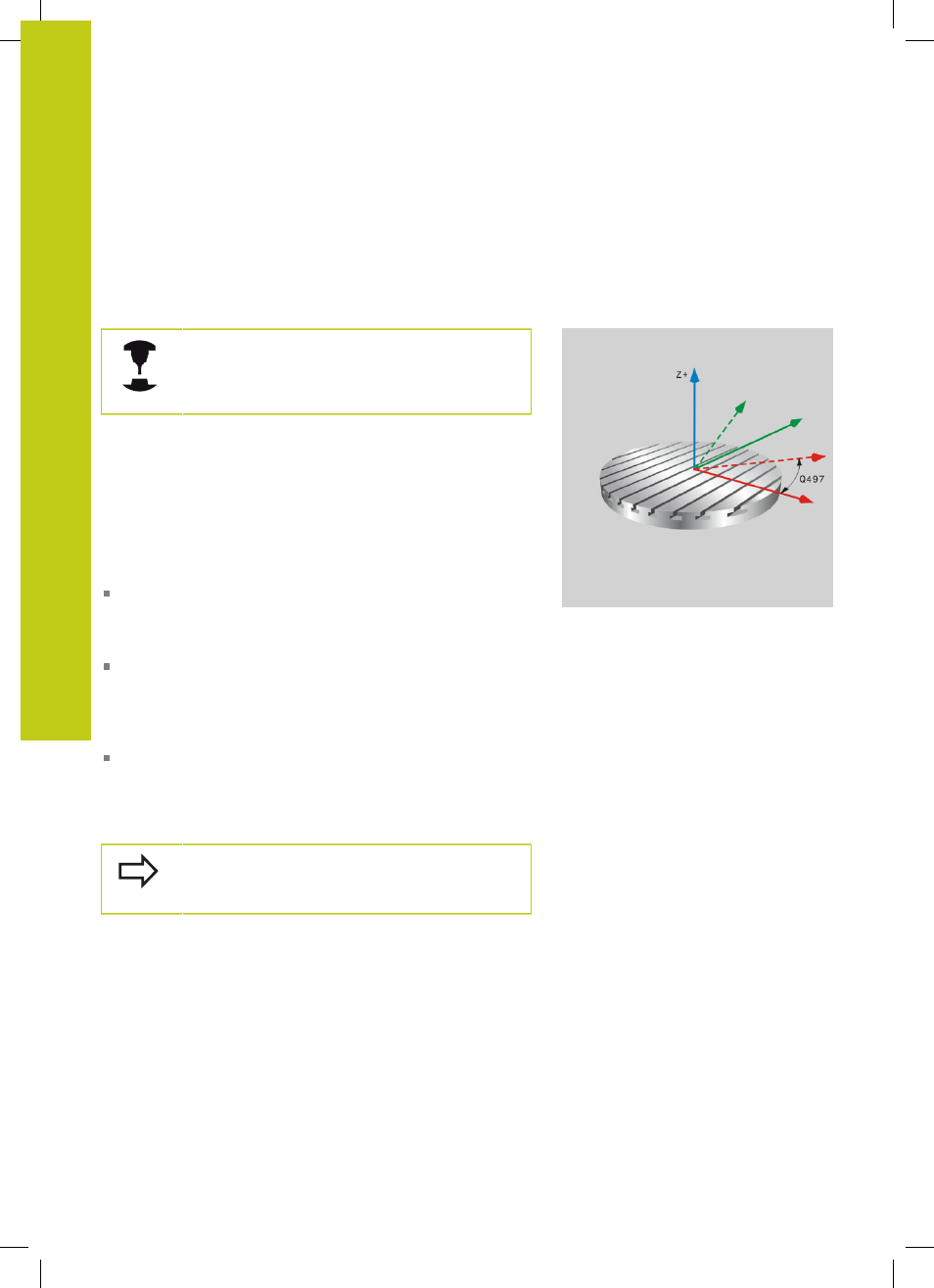
En el mecanizado de torneado es importante el ángulo de
incidencia entre la herramienta y el eje de torno, por ejemplo para
poder mecanizar contornos con hendiduras. En el ciclo 800 se
dispone de diferentes posibilidades para orientar el sistema de
coordenadas para un mecanizado seleccionado:
En el caso de que el eje basculante ya se haya posicionado para
un mecanizado seleccionado, con el ciclo 800 se puede orientar
el sistema de coordenadas a la posición del eje basculante
(
Q530=0)
El ciclo 800 calcula el ángulo del eje basculante necesario
mediante el ángulo de incidencia Q531. Independientemente
de la estrategia seleccionada en el parámetro
MECANIZADO
SELECCIONADO Q530 el TNC posiciona el eje basculante con
(
Q530=1) o sin movimiento de compensación (Q530=2)
El ciclo 800 calcula el ángulo del eje basculante necesario
mediante el ángulo de incidencia
Q531, pero no realiza ningún
posicionamiento del eje basculante (
Q530=3). Después del ciclo
se debe posicionar el eje basculante a los valores calculados
Q120 (eje A), Q121 (eje B) y Q122 (eje C).
Si se modifica una posición del eje basculante deberá
ejecutarse de nuevo el ciclo 800 para orientar el
sistema de coordenadas