Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 358
Ciclos: Tornear
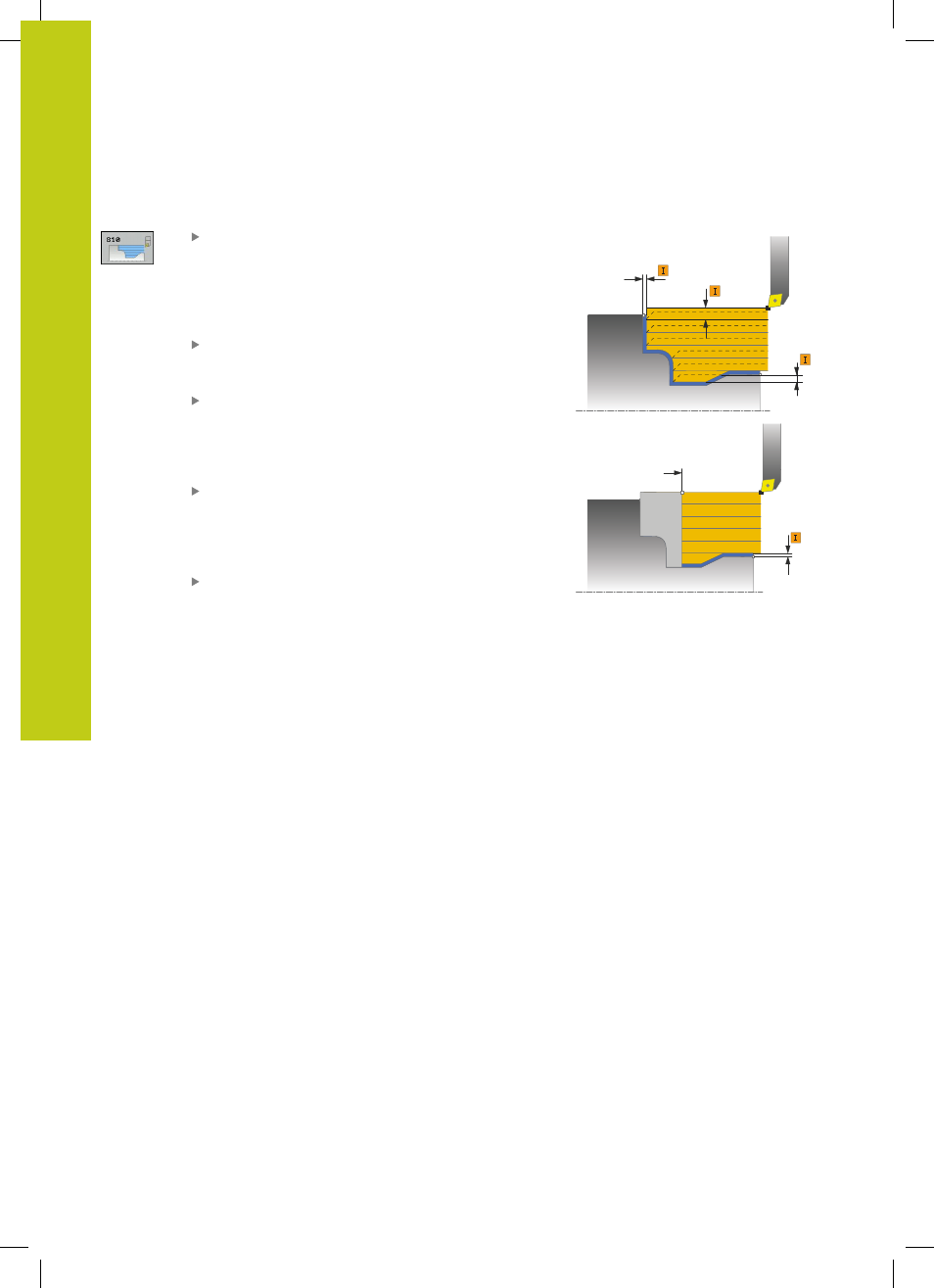
12.9 TORNEAR CONTORNO LONGITUDINAL
(Ciclo 810, DIN/ISO: G810)
12
358
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
Parámetros de ciclo
Volumen de mecanizado Q215: Fijar volumen de
mecanizado:
0
: Desbaste y acabado
1
: Solo desbaste
2
: Solo acabado a la dimensión final
3
: Solo acabado a la sobremedida
Distancia de seguridad Q460 (valor incremental):
distancia para movimiento de retirada y
preposicionamiento
Invertir contorno Q499: fijar la dirección de
mecanizado del contorno:
0
: El contorno se elabora en la dirección programada
1
: El contorno se elabora en la dirección opuesta a la
programada:
Profundidad de corte máx. Q463: aproximación
máx. (valor de radio) en dirección radial. La
aproximación se distribuye uniformemente para
evitar cortes deslizantes. Campo de introducción
0.001 hasta 999.999
Avance de desbaste Q478: velocidad de avance
durante el desbaste. Si se ha programado M136,
el TNC interpreta el avance en milímetros por
revolución, sin M136 en milímetros por minuto.
Q460
Q463
Q484
Ø Q483
Q482