Desarrollo del ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 238
Ciclos de mecanizado: Superficies cilíndricas
8.4
SUPERFICIE CILÍNDRICA Fresado de resalte (Ciclo 29, DIN/ISO:
G129, opción de software 1)
8
238
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
8.4
SUPERFICIE CILÍNDRICA Fresado
de resalte (Ciclo 29, DIN/ISO: G129,
opción de software 1)
Desarrollo del ciclo
Con este ciclo se puede transferir el desarrollo de una isla, a la
superficie de un cilindro. En este ciclo el TNC posiciona la hta.
de tal forma que cuando está activada la corrección de radio las
paredes se mecanizan paralelas entre si. Programar la trayectoria
de punto medio de la isla introduciendo la corrección de radio de la
herramienta. Mediante la corrección del radio se fija si el TNC crea
la isla en sentido de la marcha o en sentido contrario a la marcha.
En los extremos de la isla el iTNC básicamente siempre añade un
semicírculo, cuyo radio es la mitad de la anchura de la isla.
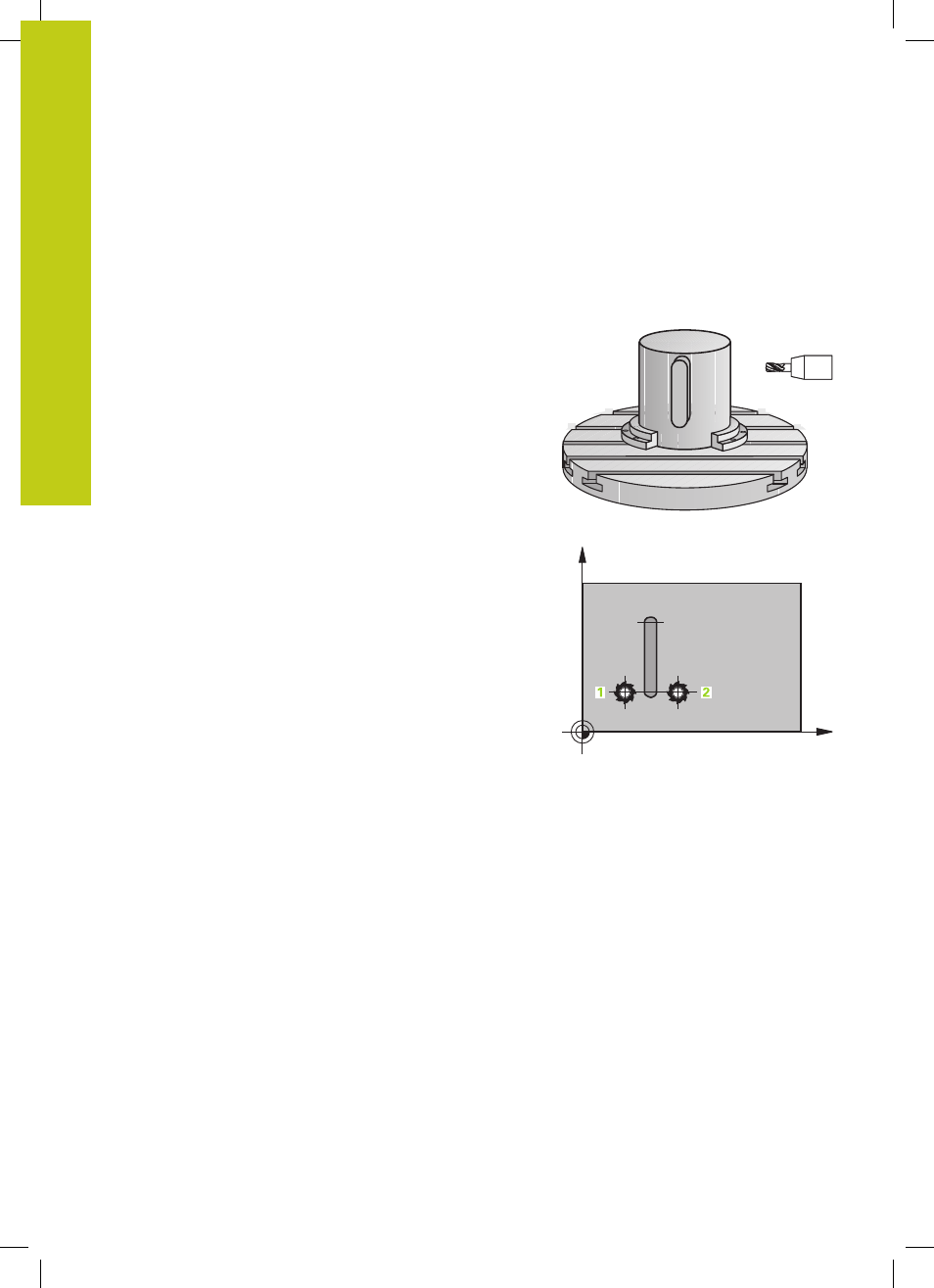
1 El TNC posiciona la hta. sobre el punto de partida del
mecanizado. El punto inicial lo calcula el TNC según el ancho de
isla y el diámetro de la herramienta. Éste se encuentra próximo
al primer punto definido en el subprograma del contorno y
desplazado según la mitad de la anchura de la isla y el diámetro
de la herramienta. La corrección del radio determina si se parte
de la izquierda (
1
, RL=codireccional) o desde la derecha de la
isla (
2
, RR=en contrasentido)
2 Una vez que el TNC ha realizado el posicionamiento en el primer
paso de profundización, la herramienta se desplaza a un arco
circular con avance de fresado Q12 tangencialmente a la pared
de la isla. Si es necesario, se tiene en cuenta la sobremedida de
acabado lateral.
3 En el primer paso de profundización, la herramienta fresa con el
avance de fresado Q12 a lo largo de la pared de la isla hasta que
la isla se ha realizado completamente
4 A continuación, la herramienta retorna tangencialmente desde
la pared de la isla al punto de partida del mecanizado
5 Se repiten los pasos 2 a 4, hasta alcanzar la profundidad de
fresado Q1 programada
6 Finalmente la herramienta retrocede en el eje de la herramienta
hasta la altura segura o hasta la última posición programada
antes del ciclo
Y (Z)
X (C)