Desarrollo del ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 241
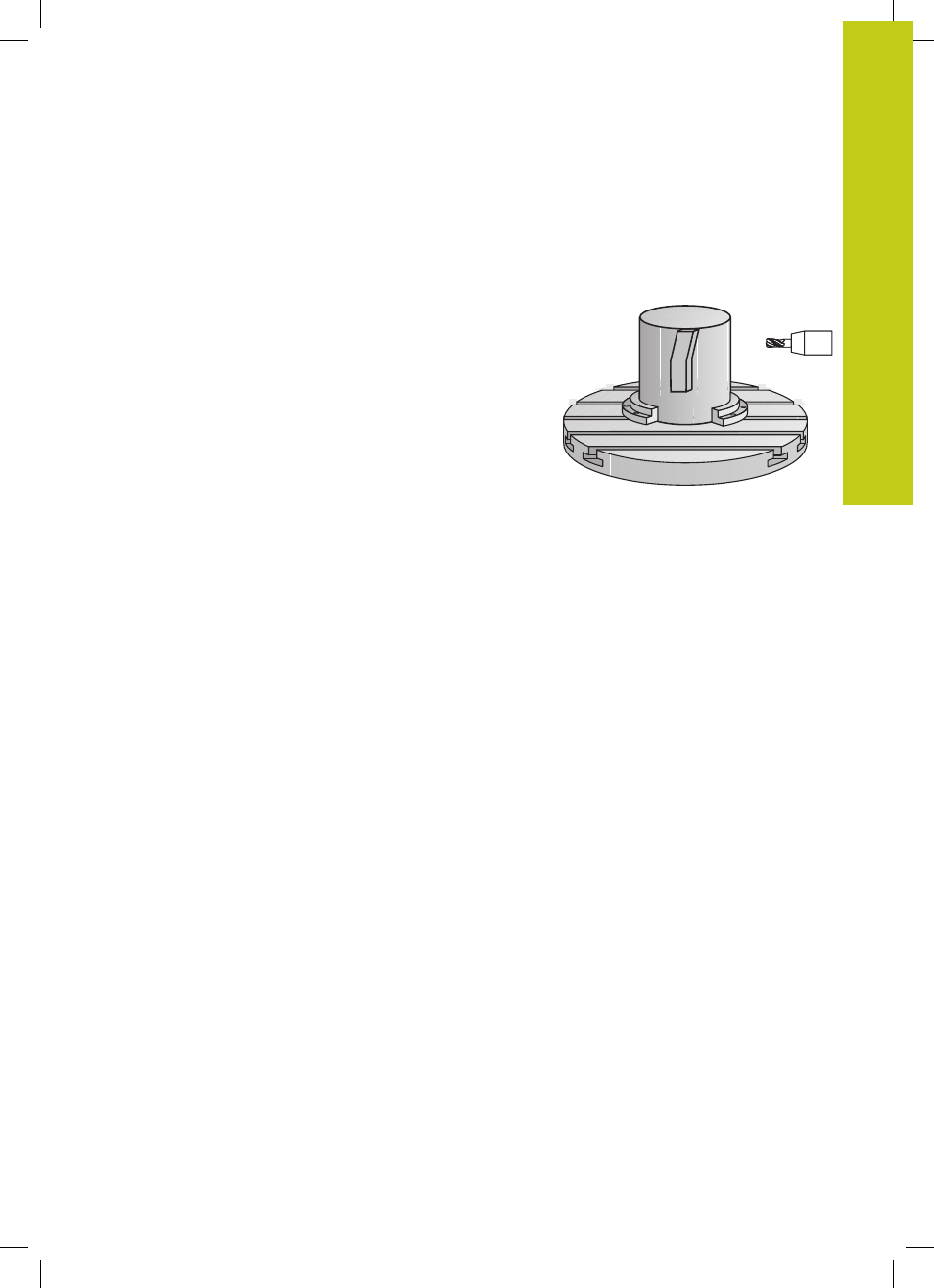
CUBIERTA DEL CILINDRO (ciclo 39, DIN/ISO: G139, opción de
software 1)
8.5
8
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
241
8.5
CUBIERTA DEL CILINDRO (ciclo 39,
DIN/ISO: G139, opción de software 1)
Desarrollo del ciclo
Con este ciclo se puede realizar un contorno sobre la superficie de
un cilindro. Para ello, el contorno se define sobre el desarrollo de
un cilindro. El TNC coloca la herramienta en este ciclo de tal forma
que la pared del contorno fresado se realice con corrección del
radio, de forma paralela al eje del cilindro.
El contorno se describe en un subprograma, determinado a través
del ciclo 14 (CONTORNO).
En el subprograma se describe siempre el contorno con las
coordenadas X e Y, independientemente de qué ejes giratorios
existan en la máquina. Por tanto, la descripción del contorno es
independiente de la configuración de la máquina. Como funciones
para programar trayectorias se dispone de
L, CHF, CR, RND y
CT.
Al contrario de los ciclos 28 y 29, se define en el subprograma del
contorno el contorno a realizar realmente.
1 El TNC posiciona la hta. sobre el punto de partida del
mecanizado. El TNC pone el punto inicial, desplazado lo
equivalente al diámetro de la herramienta, junto al primer punto
definido en el subprograma del contorno.
2 A continuación, el TNC desplaza la herramienta verticalmente
hasta el primer paso de profundización. El proceso de
aproximación tiene lugar tangencialmente o sobre una
recta con avance de fresado Q12. Dado el caso, se tiene
en cuenta la sobremedida de acabado lateral. (El proceso
de aproximación depende del parámetro ConfigDatum
CfgGeoCycle apprDepCylWall)
3 En el primer paso de profundización, la herramienta fresa con
el avance de fresado Q12 a lo largo del contorno hasta que se
realiza totalmente el trazado definido del contorno
4 A continuación, la herramienta retorna tangencialmente desde
la pared de la isla al punto de partida del mecanizado
5 Se repiten los pasos 2 a 4, hasta alcanzar la profundidad de
fresado Q1 programada
6 A continuación, retrocede la herramienta, en el eje de la
herramienta, hasta la altura de seguridad o hasta la posición
programada por última vez antes del ciclo (dependiente
del parámetro de máquina ConfigDatum, CfgGeoCycle,
posAfterContPocket)