HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 604
Ciclos de palpación: Funciones especiales
17.8
CALIBRAR RADIO TS INTERIOR (Ciclo 462, DIN/ISO: G262)
17
604
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
¡Tener en cuenta durante la programación!
HEIDENHAIN solo garantiza la función de los ciclos
de palpación si se utilizan sistemas de palpación de
HEIDENHAIN.
Antes de definir el ciclo deberá programarse una
llamada a la herramienta para la definición del eje de
palpación.
Únicamente se puede determinar el decalaje del
centro con un palpador apto para ello.
Durante el proceso de calibración se crea
automáticamente un protocolo de medición. Este
protocolo lleva el nombre de TCHPRAUTO.html.
Para determinar el desplazamiento de centros de la
bola de palpador, el TNC debe estar preparado por
el fabricante de la máquina. ¡Rogamos consulten el
manual de su máquina!
La característica de si o como el palpador se puede
orientar ya viene predefinida en los palpadores de
HEIDENHAIN. El fabricante de la máquina configura
otros palpadores.
RADIO DEL ARO Q407: Diámetro del aro de ajuste.
Campo de introducción 0 a 99,9999
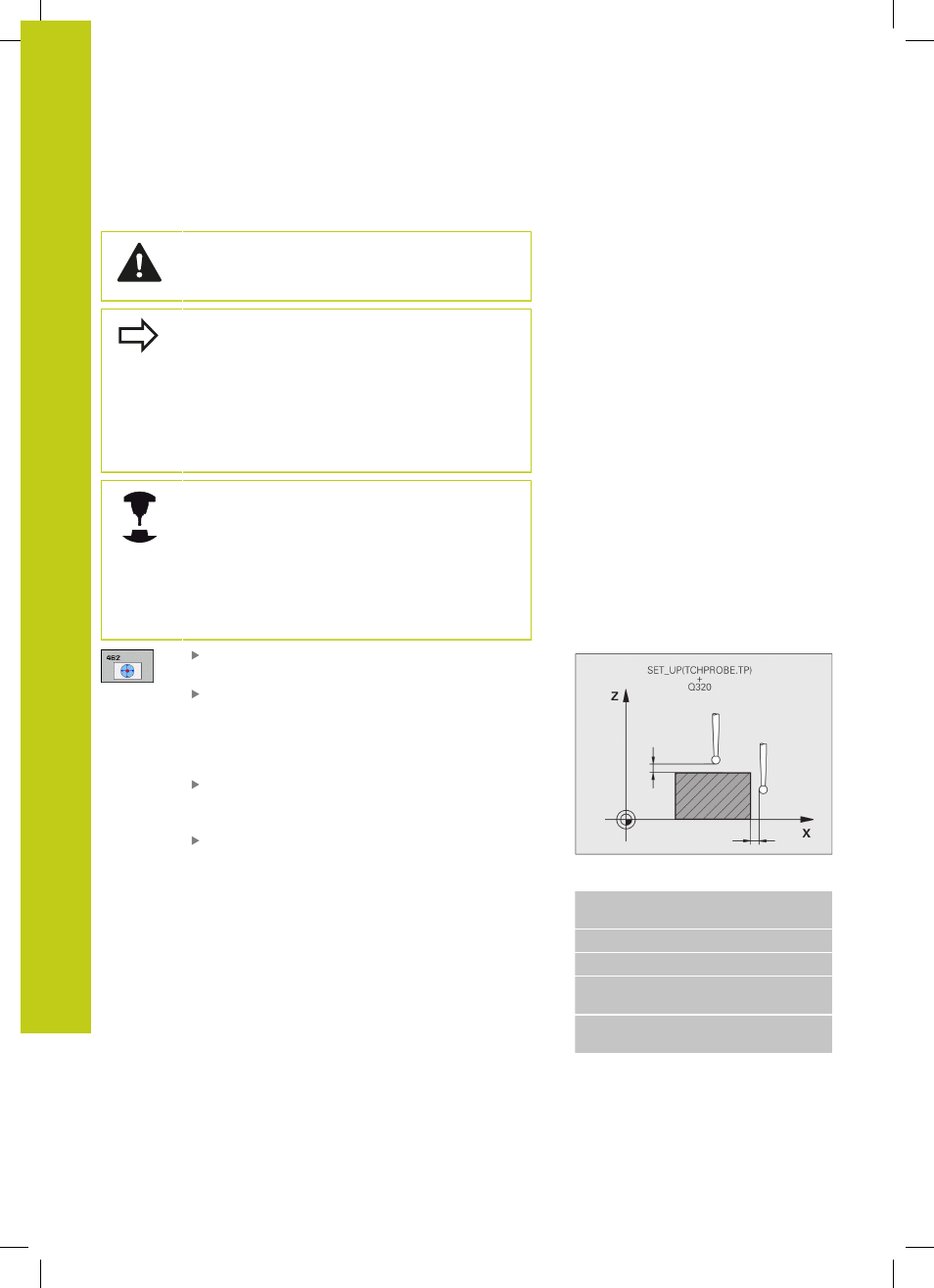
DIST. SEGURIDAD Q320 (incremental): distancia
añadida entre el punto de medida y la bola de
palpación. Q320 se suma a SET_UP (tabla del
sistema de palpación). Campo de introducción 0 a
99999,9999
NÚMERO DE PALPACIONES Q407 (absoluto):
Número de puntos de medición en el diámetro.
Campo de introducción 0 a 8
ÁNGULO DE REFERENCIAQ380 (valor absoluto):
ángulo entre el eje principal del plano de
mecanizado y el primer punto de palpación. Campo
de introducción 0 a 360,0000
Bloques NC
5 TCH PROBE 462 CALIBRAR TS
(PALPADOR) EN ARO
Q407=+5
;RADIO DEL ARO
Q320=+0
;DIST. DE SEGURIDAD
Q423=+8
;NÚMERO DE
PALPACIONES
Q380=+0
;ÁNGULO DE
REFERENCIA