5 tolerancia (ciclo 32, din/iso: g62), Función de ciclo, Tolerancia (ciclo 32, din/iso: g62) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 291
TOLERANCIA (Ciclo 32, DIN/ISO: G62)
11.5
11
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
291
11.5
TOLERANCIA (Ciclo 32, DIN/ISO:
G62)
Función de ciclo
La máquina y el TNC deben estar preparados por el
fabricante de la máquina.
En el mecanizado HSC se puede influir mediante las introducciones
en el ciclo 32 sobre la precisión resultante, acabado de superficie y
velocidad, siempre que se haya ajustado el TNC a las propiedades
específicas de máquina.
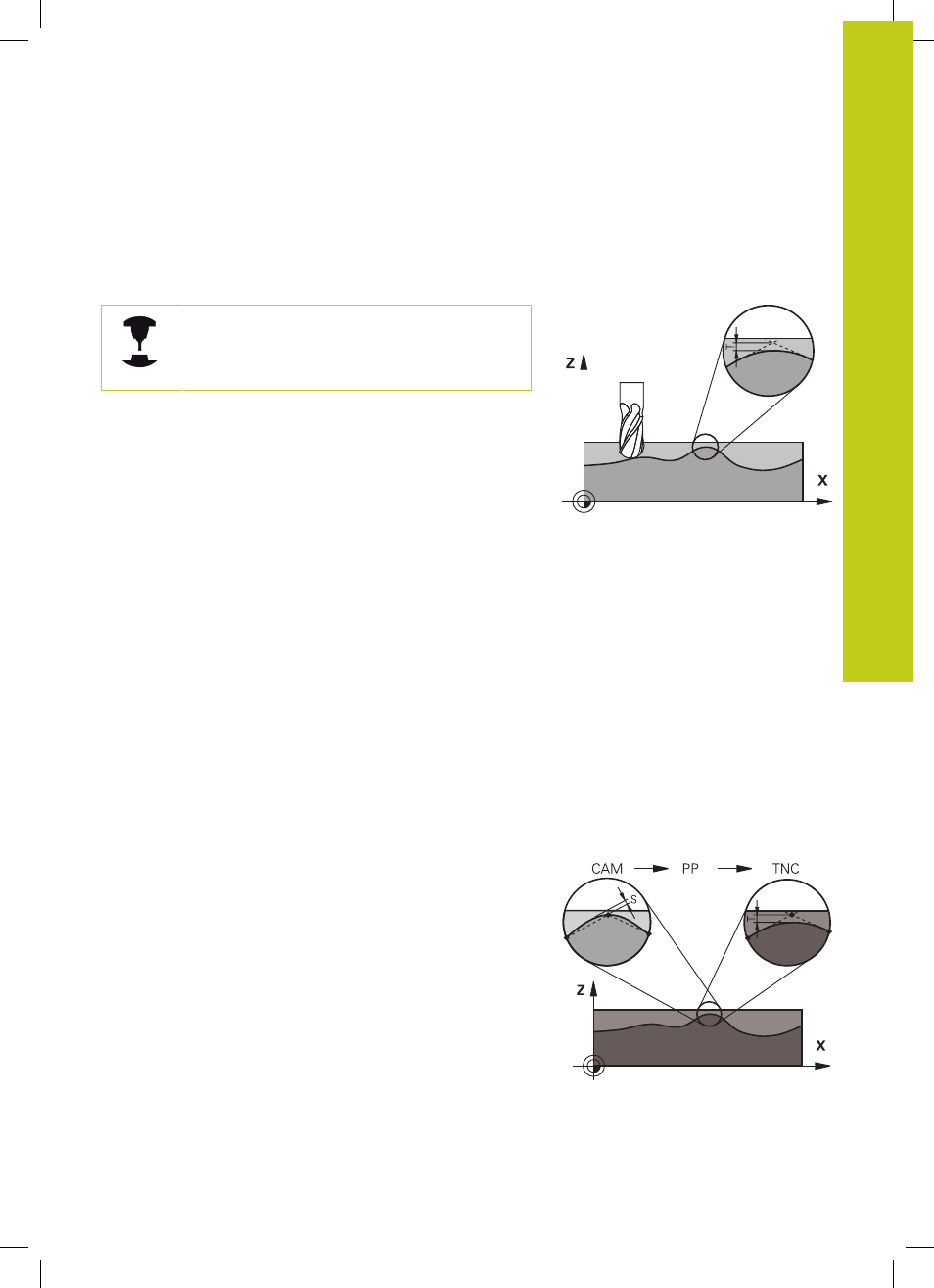
El TNC suaviza automáticamente el contorno entre cualquier
elemento del mismo (sin o con corrección). De esta forma, la hta.
se desplaza de forma continua sobre la superficie de la pieza y
conserva, con ello, la mecánica de la máquina. Adicionalmente la
tolerancia definida en el ciclo también actúa en movimientos de
recorrido sobre círculos.
En caso necesario, el TNC reduce automáticamente el avance
programado, de forma que el programa se pueda ejecutar siempre
"libre de sacudidas" a la máxima velocidad posible.
El TNC, aun
sin desplazarse con velocidad reducida, mantiene siempre la
tolerancia definida
. Cuanto mayor sea la tolerancia definida, más
rápidamente podrá desplazarse el TNC.
Al suavizar el contorno resulta una variación. La desviación de este
contorno (
valor de tolerancia) está indicada por el constructor de
la máquina en un parámetro de máquina. Con el ciclo
32 se puede
modificar el valor de tolerancia previamente ajustado y seleccionar
diferentes ajustes de filtro, siempre que el fabricante de la máquina
utilice estas posibilidades de ajuste.
Influencias durante la definición de la geometría en
el sistema CAM
El factor de influencia esencial en la generación externa de
programas NC es el error cordal S definible en el sistema CAM.
Mediante este error se define la distancia máxima del punto de
un programa NC generado mediante un postprocesador (PP). Si el
error cordal es igual o inferior al valor de tolerancia
T seleccionado
en el ciclo 32, entonces el TNC puede suavizar los puntos de
contorno, siempre que no se sobrepase el avance programado
mediante ajustes de máquina especiales.
Se obtiene una suavización del contorno, si se selecciona el valor
de tolerancia en el ciclo 32 entre x 1,1 y x 2 del error cordal CAM.