14 ejemplos de programación, Ejemplos de programación – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 588
Ciclos de palpación: Controlar las piezas automáticamente
16.14 Ejemplos de programación
16
588
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
16.14
Ejemplos de programación
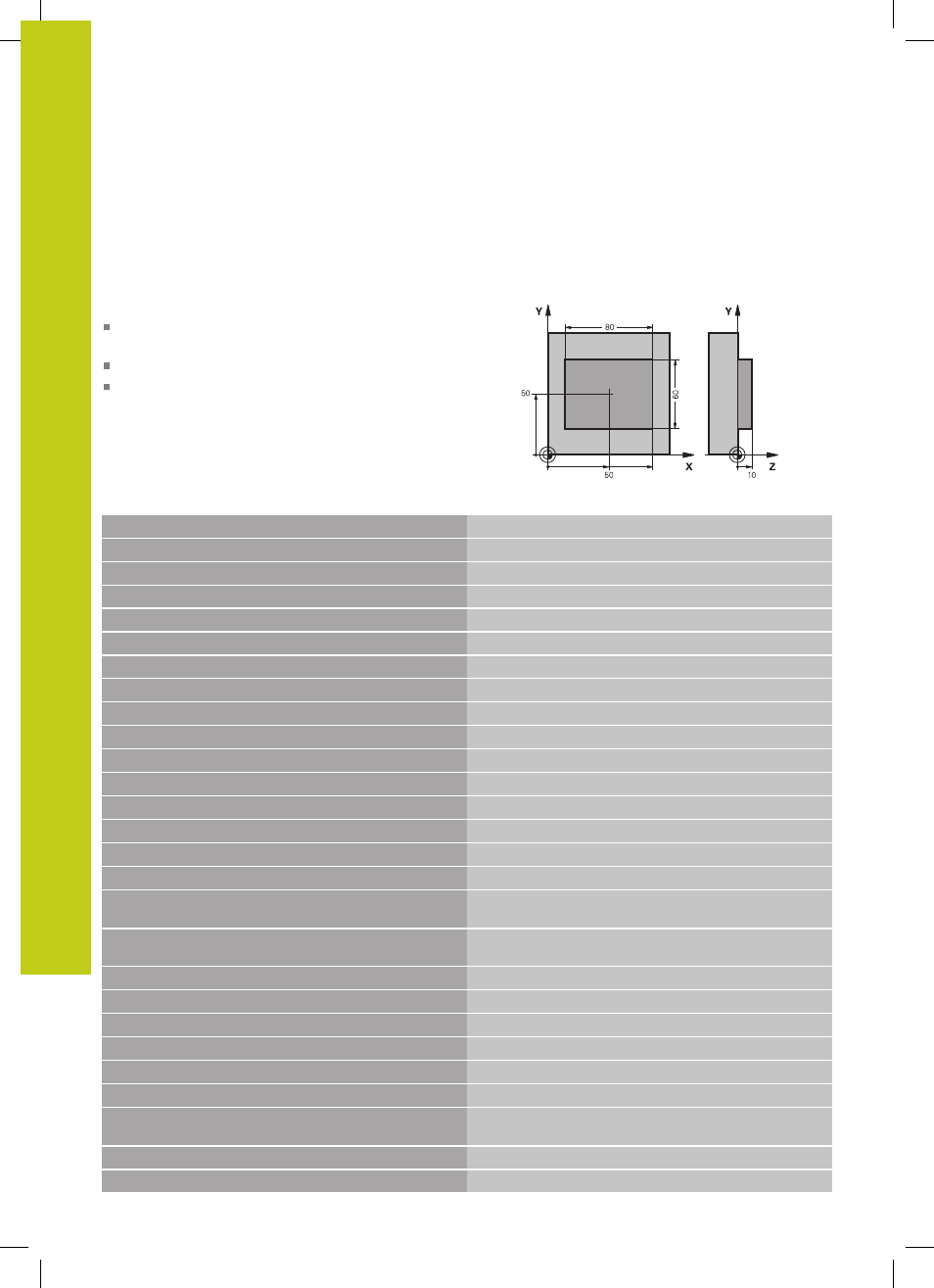
Ejemplo: Medición y mecanizado posterior de una
isla rectangular
Desarrollo del programa
Desbaste de la isla rectangular con una sobremedida
de 0,5 mm
Medición de la isla rectangular
Acabado de la isla rectangular tendiendo en cuenta
los valores de la medición
0 BEGIN PGM BEAMS MM
1 TOOL CALL 69 Z
Llamada a la hta. de premecanizado
2 L Z+100 R0 FMAX
Retirar la herramienta
3 FN 0: Q1 = +81
Longitud del rectángulo en X (cota de desbaste)
4 FN 0: Q2 =+61
Longitud del rectángulo en Y (cota de desbaste)
5 CALL LBL 1
Llamada al subprograma para el mecanizado
6 L Z+100 R0 FMAX
Retirar la herramienta, cambio de herramienta
7 TOOL CALL 99 Z
Llamada al palpador
8 TCH PROBE 424 MEDIR RECTÁNGULO EXTERIOR
Medición de la cajera rectangular fresada
Q273=+50
;CENTRO 1ER EJE
Q274=+50
;CENTRO 2º EJE
Q282=80
;LONGITUD LADO 1
Longitud nominal en X (cota definitiva)
Q283=60
;LONGITUD LADO 2
Longitud nominal en Y (cota definitiva)
Q261=-5
;ALTURA DE MEDICIÓN
Q320=0
;DIST. DE SEGURIDAD
Q260=+30
;ALTURA SEGURA
Q301=0
;DESPLAZAR HASTA ALTURA
SEGURA
Q284=0
;MEDIDA MÁXIMA LADO 1
Para comprobar la tolerancia no se precisan valores de
introducción
Q285=0
;MEDIDA MÍNIMA LADO 1
Q286=0
;MEDIDA MÁXIMA LADO 2
Q287=0
;MEDIDA MÍNIMA LADO 2
Q279=0
;TOLERANCIA 1ER CENTRO
Q280=0
;TOLERANCIA 2º CENTRO
Q281=0
;PROTOCOLO DE MEDICIÓN
No emitir ningún protocolo de medida
Q309=0
;DETENCIÓN DEL PROGRAMA EN
CASO DE ERROR
No emitir ningún aviso de error
Q330=0
;NÚMERO DE HERRAMIENTA
Sin supervisión de la hta.
9 FN 2: Q1 = +Q1 - +Q164
Calcular la longitud en X en base a la desviación medida