Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 362
Ciclos: Tornear
12.10 TORNEAR PARALELO AL CONTORNO
(ciclo 815, DIN/ISO: G815)
12
362
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
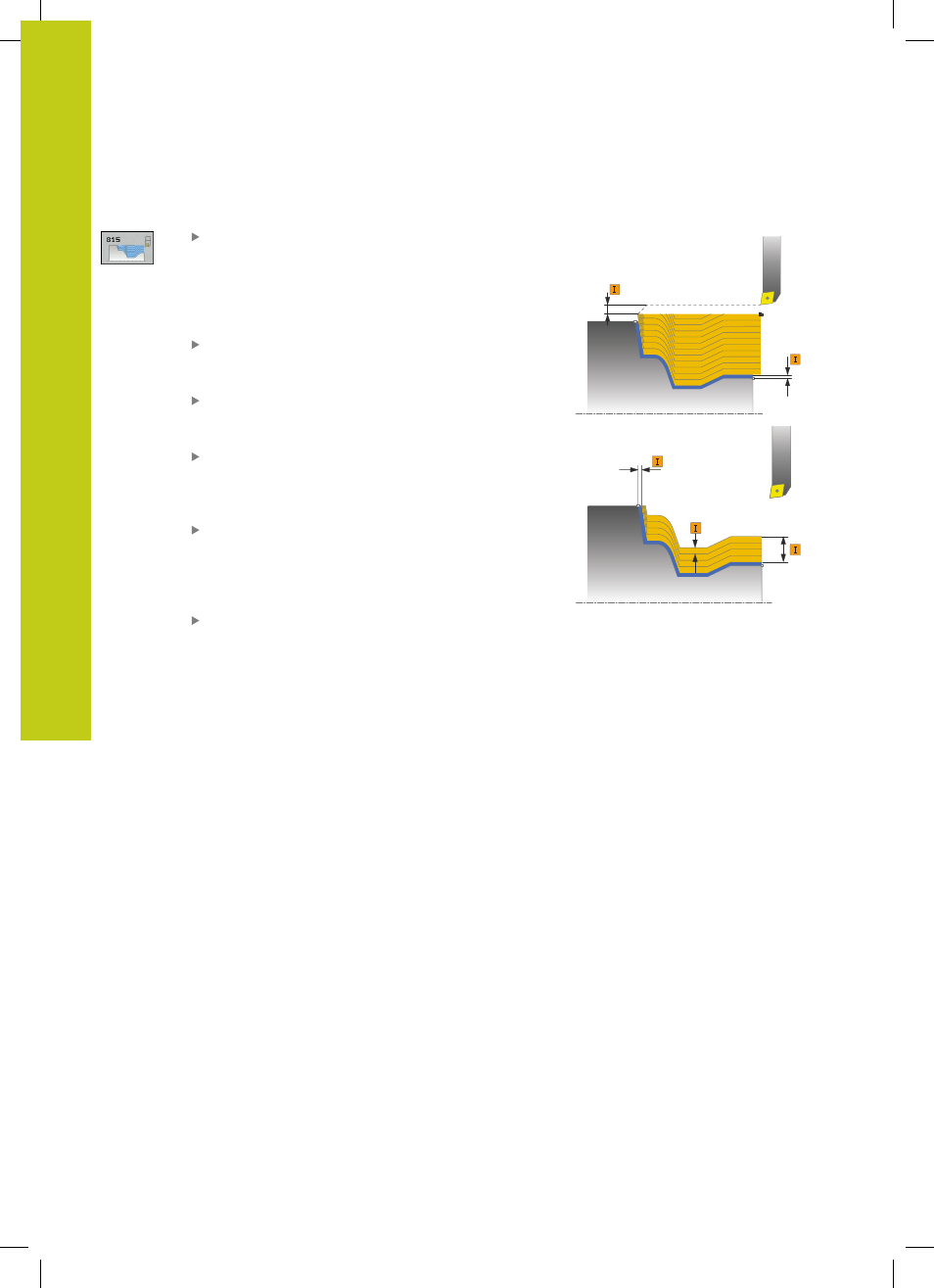
Parámetros de ciclo
Volumen de mecanizado Q215: Fijar volumen de
mecanizado:
0
: Desbaste y acabado
1
: Solo desbaste
2
: Solo acabado a la dimensión final
3
: Solo acabado a la sobremedida
Distancia de seguridad Q460 (valor incremental):
distancia para movimiento de retirada y
preposicionamiento
Sobremedida pieza en bruto Q485 (incremental):
Sobremedida paralela al contorno sobre el contorno
definido
Líneas de corte Q486: Fijar el tipo de líneas de
corte:
0
: Cortes con sección de viruta constante
1
: Distribución equidistante del corte
Invertir contorno Q499: fijar la dirección de
mecanizado del contorno:
0
: El contorno se elabora en la dirección programada
1
: El contorno se elabora en la dirección opuesta a la
programada:
Profundidad de corte máx. Q463: aproximación
máx. (valor de radio) en dirección radial. La
aproximación se distribuye uniformemente para
evitar cortes deslizantes. Campo de introducción
0.001 hasta 999.999
Q460
Ø Q483
Q458
Q463
Q484