Ejemplo: superficie cilíndrica con ciclo 28 – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 246
Ciclos de mecanizado: Superficies cilíndricas
8.6
Ejemplos de programación
8
246
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
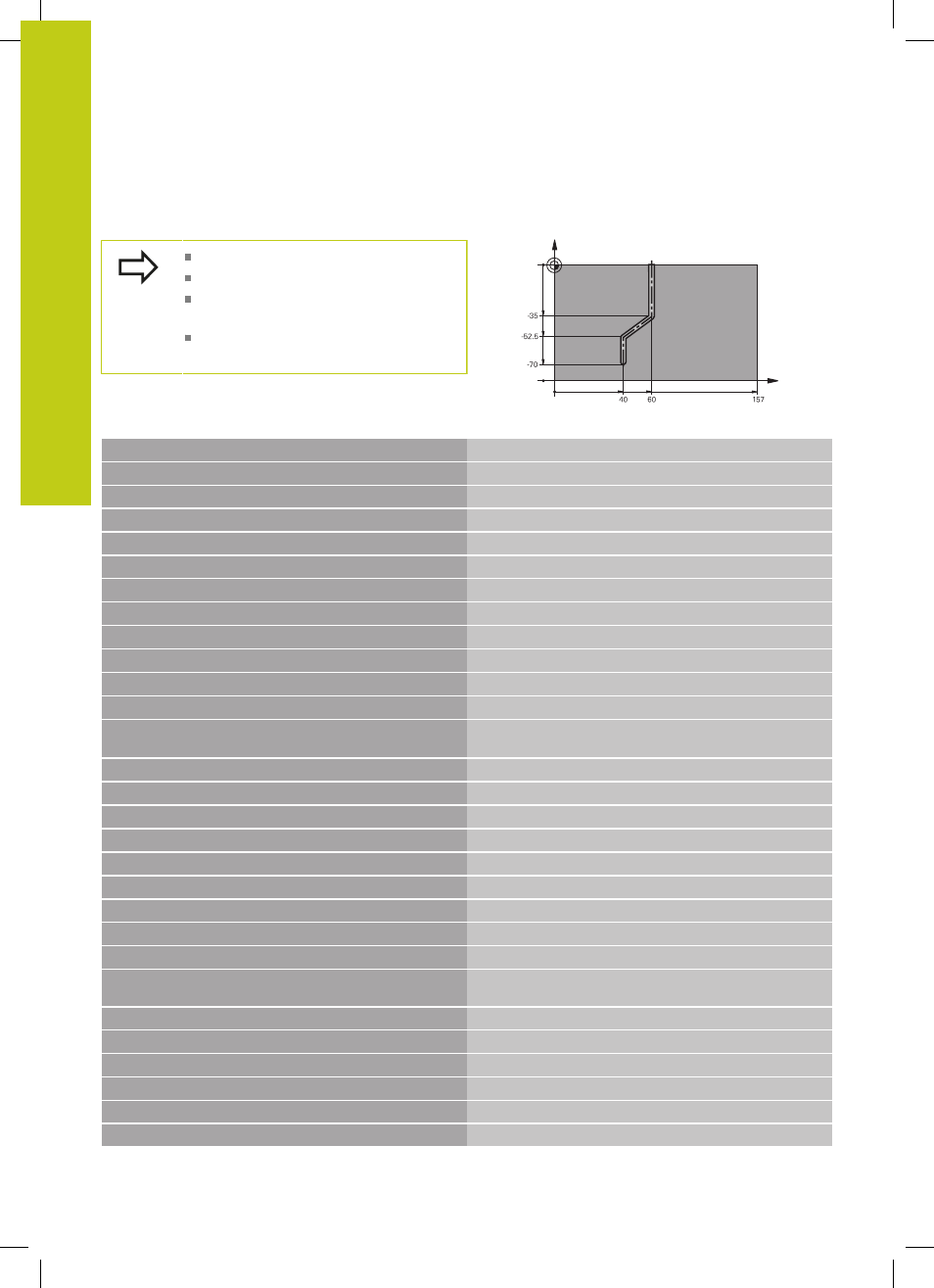
Ejemplo: Superficie cilíndrica con ciclo 28
Cilindro fijo central en la mesa circular
Máquina con cabezal B y mesa C
El punto de ref. está en el centro de la
mesa giratoria
Descripción de la trayectoria de punto
medio en subprograma del contorno
Y (Z)
X (C)
0 BEGIN PGM C28 MM
1 TOOL CALL 1 Z S2000
Llamada a la hta. , eje de la hta. Z, diámetro 7
2 L Z+250 R0 FMAX
Retirar la herramienta
3 L X+50 Y+0 R0 FMAX
Posicionar la hta. sobre el centro de la mesa giratoria
4 PLANE SPATIAL SPA+0 SPB+90 SPC+0 TURN FMAX
Inclinar
5 CYCL DEF 14.0 CONTORNO
Determinar el subprograma del contorno
6 CYCL DEF 14.1 ETIQUETA DEL CONTORNO 1
7 CYCL DEF 28 SUPERFICIE CILÍNDRICA
Determinar los parámetros del mecanizado
Q1=-7
;PROFUNDIDAD DE FRESADO
Q3=+0
;SOBREMEDIDA LATERAL
Q6=2
;DIST. DE SEGURIDAD
Q10=5
;PASO DE PROFUNDIZACIÓN
Q11=100
;AVANCE DE APROXIMACIÓN DE
PROFUNDIDAD
Q12=250
;AVANCE DE FRESADO
Q16=25
;RADIO
Q17=1
;TIPO DE ACOTADO
Q20=10
;ANCHURA DE RANURA
Q21=0.02
;TOLERANCIA
Postmecanizado activo
8 L C+0 R0 FMAX M3 M99
Preposicionar mesa redonda, entrar husillo, llamar ciclo
9 L Z+250 R0 FMAX
Retirar la herramienta
10 PLANE RESET TURN FMAX
Inclinar hacia atrás, cancelar función PLANE
11 M2
Final del programa
12 LBL 1
Subprograma de contorno, descripción de la trayectoria de
punto medio
13 L X+60 Y+0 RL
Indicación en mm en el eje giratorio (Q17=1)
14 L Y-35
15 L X+40 Y-52.5
16 L Y-70
17 LBL 0
18 END PGM C28 MM