Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 423
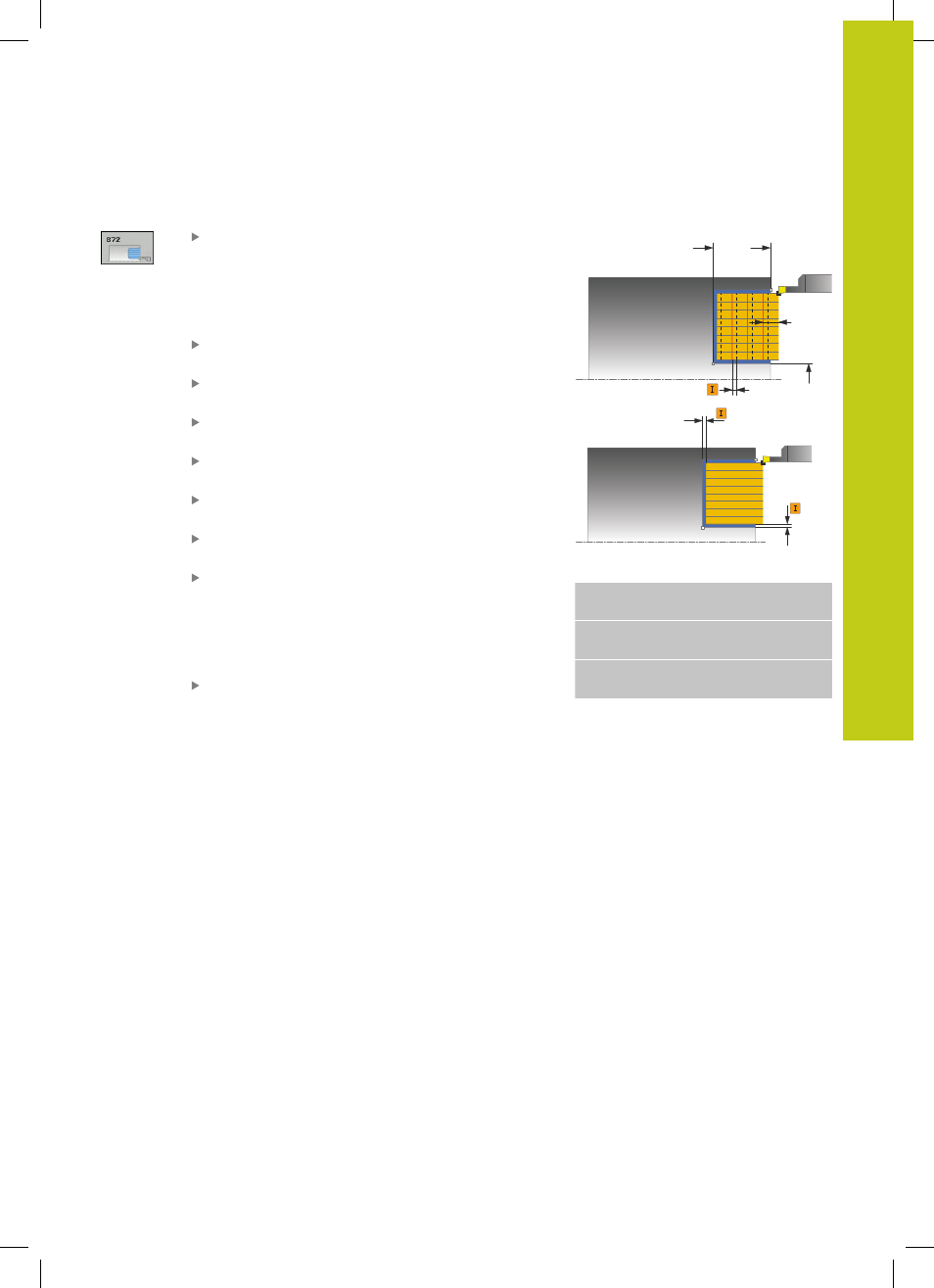
PUNZONAR AXIAL AMPLIADO
(Ciclo 872, DIN/ISO: G872)
12.26
12
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
423
Parámetros de ciclo
Volumen de mecanizado Q215: Fijar volumen de
mecanizado:
0
: Desbaste y acabado
1
: Solo desbaste
2
: Solo acabado a la dimensión final
3
: Solo acabado a la sobremedida
Distancia de seguridad Q460: reservado,
actualmente sin función
Diámetro inicio de contorno Q491: coordenada X
del punto inicial de contorno (valor de diámetro)
Inicio de contorno Z Q492: coordenada Z del punto
inicial de contorno
Diámetro final de contorno Q493: coordenada X
del punto final de contorno (valor de diámetro)
Final de contorno Z Q494: coordenada Z del punto
final de contorno
Ángulo flanco Q495: ángulo entre el flanco en el
punto inicial de contorno y paralelo al eje de giro
Tipo elemento inicial Q501: Fijar el tipo de
elemento en el inicio del contorno (superficie del
perímetro):
0
: ningún elemento adicional
1
: El elemento es un bisel
2
: El elemento es un radio
Tamaño de elemento inicial Q502: tamaño del
elemento inicial (tramo de bisel)
Q460
Ø Q493
Q494
Q463
Q492
Ø Q483
Q484
Frases NC
11 CYCL DEF 871 PUNZONAR AXIAL
AMPLIADO
Q215=+0
;VOLUMEN DE
MECANIZADO
Q460=+2
; DISTANCIA DE
SEGURIDAD