Desarrollo del ciclo, Tener en cuenta durante la programación – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manual del usuario
Página 538
Ciclos de palpación: Determinar puntos de referencia automáticamente
15.13 PUNTO DE REFERENCIA EJE INDIVIDUAL (Ciclo 419, DIN/ISO:
G419)
15
538
TNC 640 | Modo de Empleoprogramación de ciclos | 4/2015
15.13
PUNTO DE REFERENCIA EJE
INDIVIDUAL (Ciclo 419, DIN/ISO:
G419)
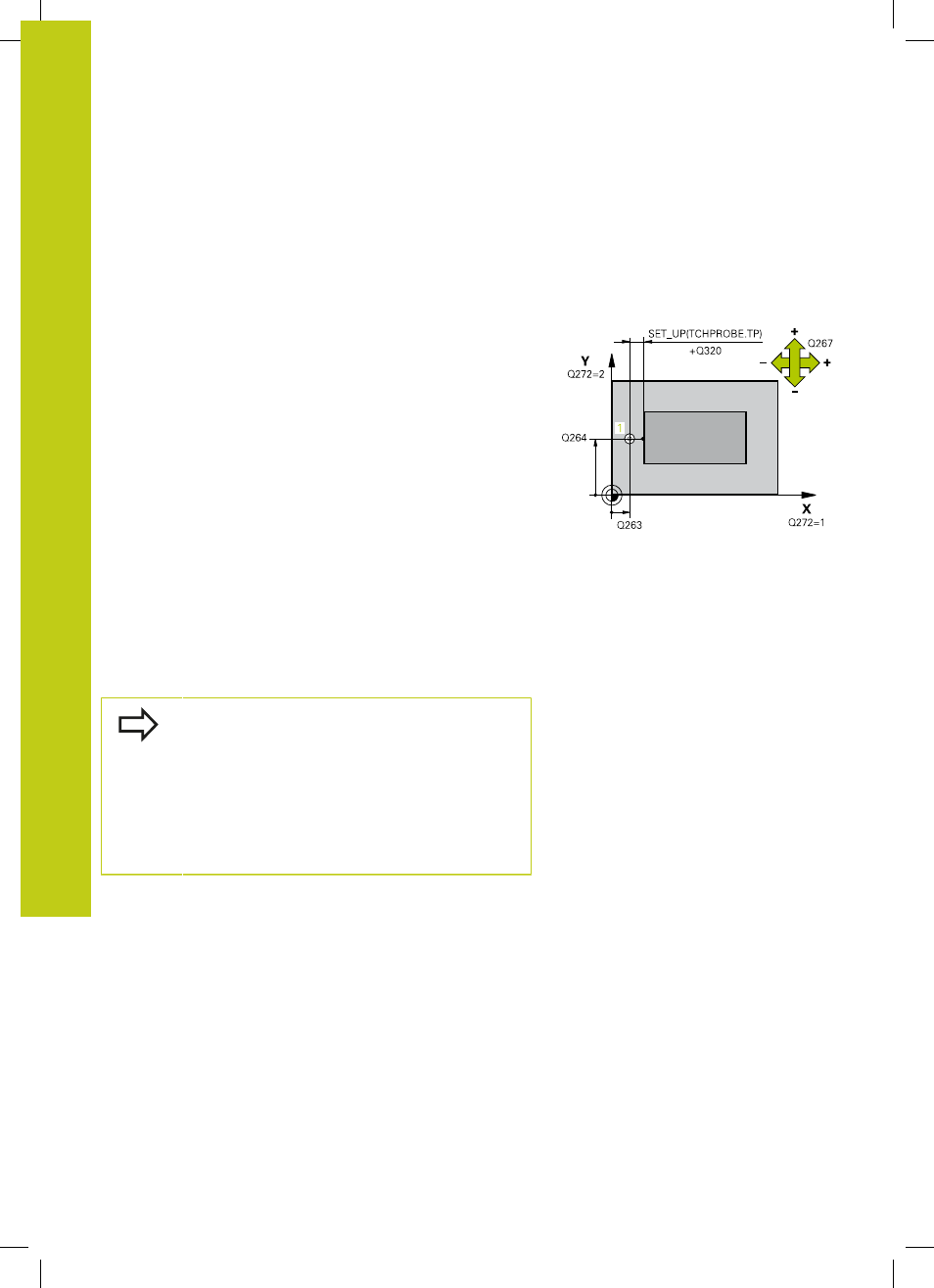
Desarrollo del ciclo
El ciclo de palpación 419 mide una coordenada cualquiera en el eje
de palpación fija esta coordenada como punto de referencia. Si se
desea, el TNC también puede escribir la coordenada medida en una
tabla de puntos cero o de preset.
1 El TNC posiciona el palpador con avance rápido (valor de la
columna
FMAX) y con lógica de posicionamiento (ver "Ejecutar
ciclos de palpación", página 462) en el punto de palpación
programado
1
. Para ello, el TNC desplaza el palpador según la
distancia de seguridad en la dirección de palpación opuesta a la
programada
2 A continuación, el palpador se desplaza hasta la altura de
medición introducida y detecta la posición real mediante una
simple palpación
3 Finalmente, el TNC vuelve a posicionar el palpador en la altura
de seguridad y procesa el punto de referencia determinado
en función de los parámetros del ciclo Q303 y Q305 (ver
"Correspondencias de todos los ciclos de palpación para fijar el
punto de ref.", página 490)
¡Tener en cuenta durante la programación!
Antes de la definición del ciclo deberá programarse
una llamada a la herramienta para la definición del eje
del palpador.
Si se utiliza el ciclo 419 varias veces para memorizar
el punto de referencia in varios ejes en la tabla
Preset hay que activar el número de Preset después
de cada ejecución del ciclo 419 donde hay escrito
anteriormente el ciclo 419 (no es necesario si se
sobreescribe el Preset activo).