3 aproximación y salida del contorno, 3 a p ro ximación y salida del cont o rn o – HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 93
80
6 Programación: Programación de contornos
6.3 Aproximación y salida del contorno
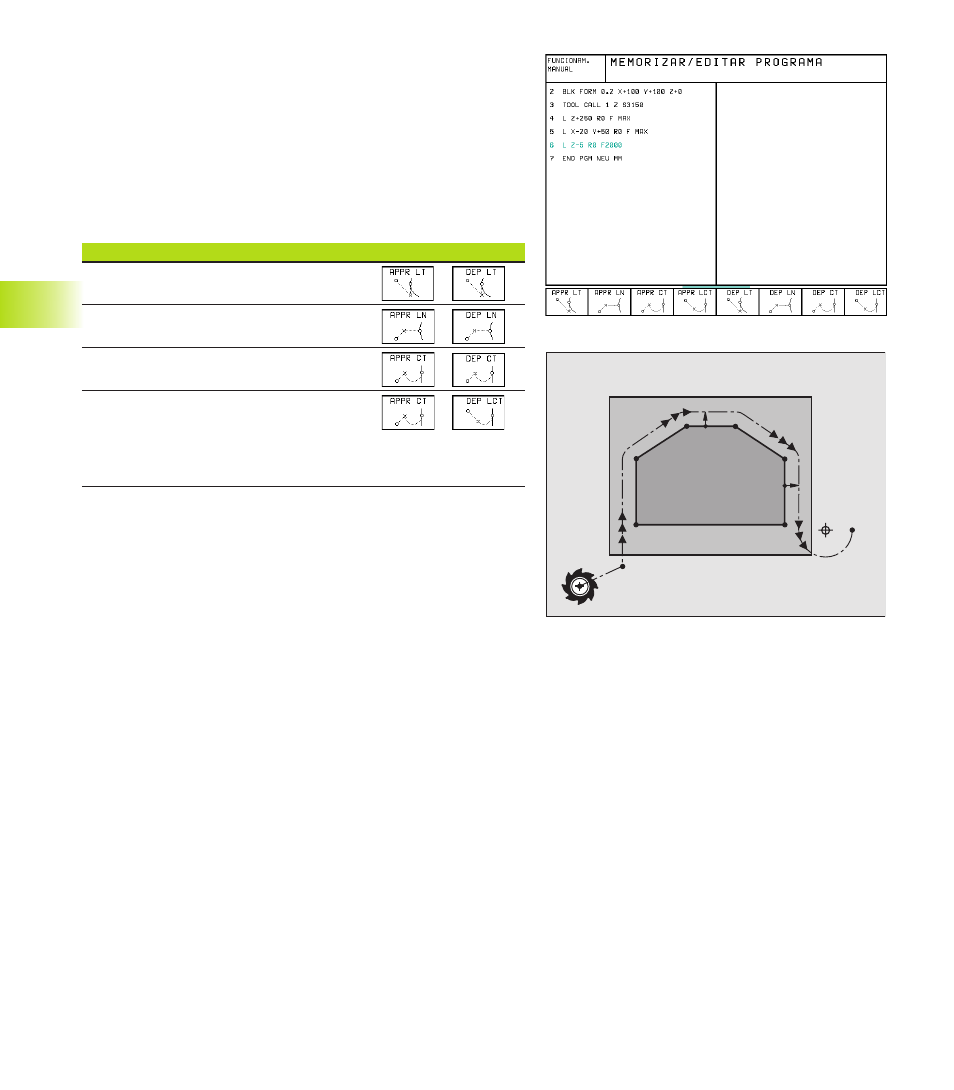
Resumen: Tipos de trayectoria para la aproximación
y salida del contorno
Las funciones APPR (en inglés. approach = aproximación) y DEP (en
inglés departure = salida) se activan con la tecla APPR/DEP.
Después mediante softkeys se pueden seleccionar los siguientes
tipos de trayectoria:
Función
Softkeys: Aproximación, Salida
Recta tangente
Recta perpendicular al pto. del contorno
Trayectoria circular tangente
Trayectoria circular tangente al contorno,
aproximación y salida a un punto auxiliar
fuera del contorno sobre una recta
tangente
Aproximación y salida en una hélice
En la aproximación y la salida a una hélice, la herramienta se
desplaza según una prolongación de la hélice y se une así con una
trayectoria circular tangente al contorno. Para ello se emplea la
función APPR CT o bien DEP CT.
Posiciones importantes en la aproximación y la salida
■
Punto de partida P
S
Esta posición se programa siempre antes de la frase APPR.
P
S
se encuentra siempre fuera del contorno y se alcanza sin
corrección de radio (R0).
■
Punto auxiliar P
H
La aproximación y salida pasa en algunos tipos de trayectoria por
un punto auxiliar P
H
que el TNC calcula de la frase APPR y DEP.
■
Primer punto del contorno P
A
y último punto del contorno P
E
El primer punto del contorno P
A
se programa en la frase APPR, el
último punto del contorno P
E
con cualquier tipo de trayectoria.
■
Si la frase APPR contiene también la coordenada Z, el TNC
desplaza primero la hta. al punto P
H
sobre el plano de mecanizado
y allí según el eje de la misma a la profundidad programada.
■
Punto final P
N
La posición P
N
se encuentra fuera del contorno y se calcula de las
indicaciones introducidas en la frase DEP. Si la frase DEP contiene
también las coordenadas de Z, el TNC desplaza primero la hta. al
punto P
H
sobre el plano de mecanizado y desde allí según el eje
de la hta. a la altura programada.
P
H
RL
P
S
R0
P
A
RL
P
E
RL
RL
RL
P
N
R0
6.3 A
p
ro
ximación y salida del cont
o
rn
o