HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 171
8 Programación: Ciclos
158
ú
TIPO DE MECANIZADO (0/1/2) Q215: Determinar el
tipo de mecanizado
0: Desbaste y acabado
1: Sólo desbaste
2: Sólo acabado
ú
COORD. DE LA SUPERFICIE DE LA PEIZA Q203 (valor
absoluto): Coordenadas de la superficie de la pieza
ú
2ª DISTANCIA DE SEGURIDAD Q204 (valor incremental):
Coordenada del eje de la hta., en la cual no se puede
producir ninguna colisión entre la hta. y la pieza.
ú
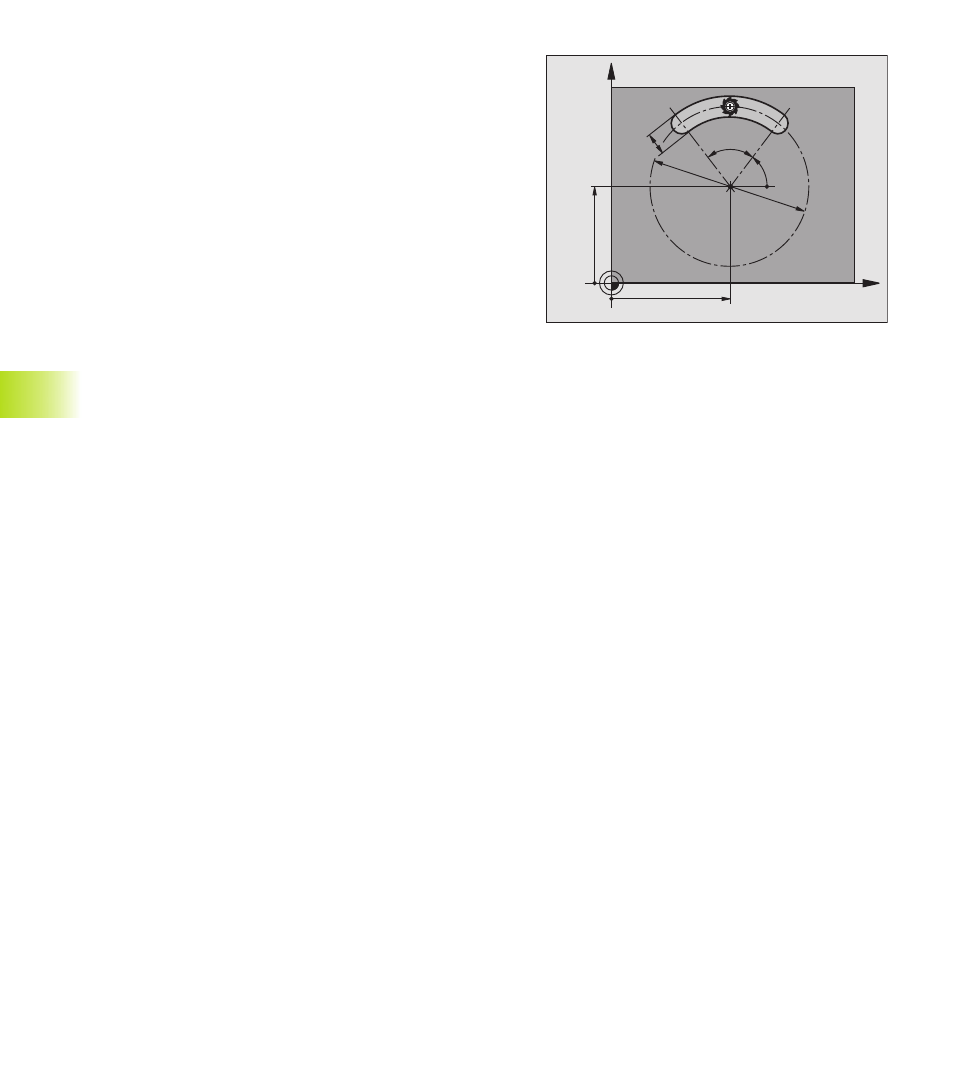
CENTRO 1ER EJE Q216 (valor absoluto): Centro de la
ranura en el eje principal del plano de mecanizado
ú
CENTRO 2º EJE Q217 (valor absoluto): Centro de la
ranura en el eje transversal del plano de mecanizado
ú
DIAMETRO DEL CIRCULO TEORICO Q244: Diámetro
del círculo teórico de la ranura
ú
LONGITUD LADO 2 Q219: Introducir la anchura de la
ranura; cuando la anchura de la ranura es igual al
diámetro de la hta. , el TNC sólo realiza el desbaste
(fresado de la ranura)
ú
ANGULO INICIAL Q245 (valor absoluto): Introducir el
angulo del punto inicial en coordenadas polares
ú
ANGULO DE ABERTURA DE LA RANURA Q248 (valor
incremental): Introducir el ángulo de abertura de la
ranura
8.3 Ciclos par
a el fr
esado de cajer
as,
islas y r
anur
as
X
Y
Q217
Q216
Q248
Q245
Q219
Q244