4 digitalización de líneas de nivel – HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 292
279
HEIDENHAIN TNC 426
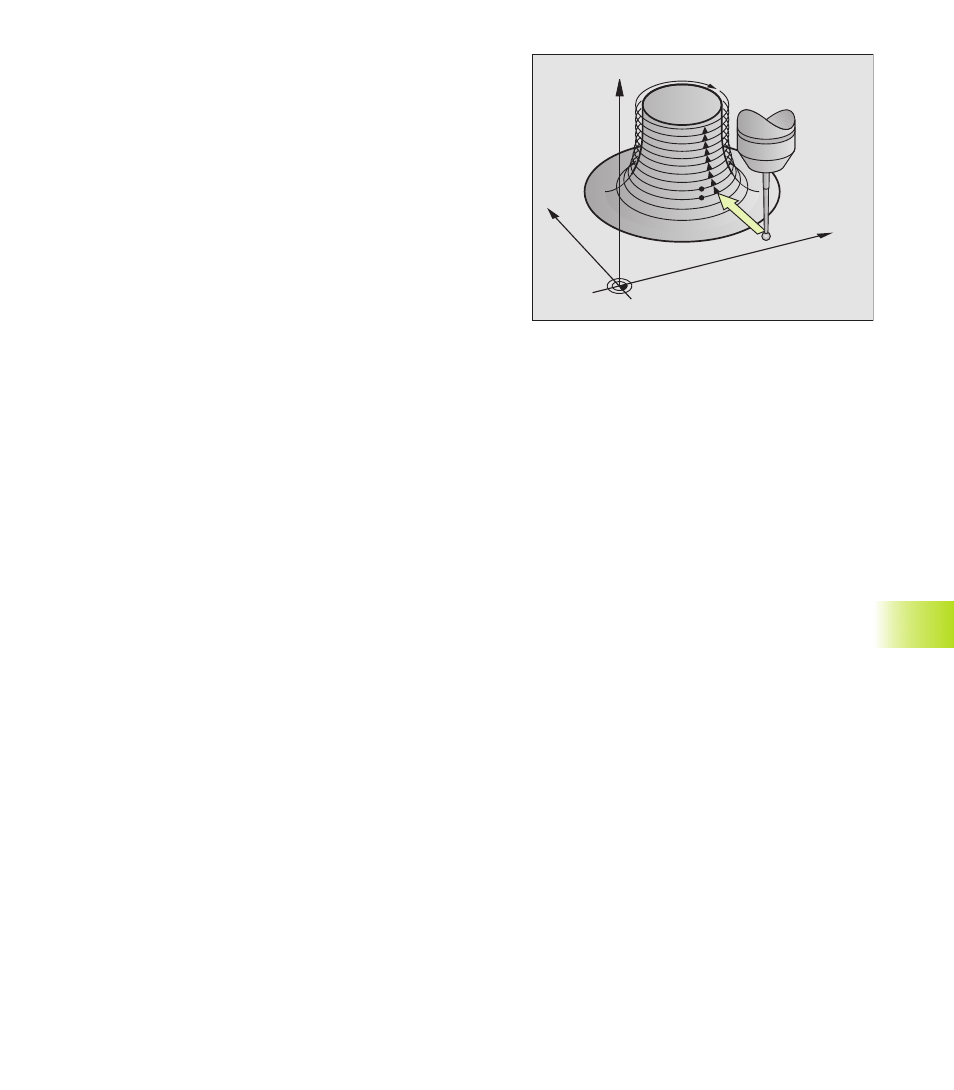
13.4 Digitalización de líneas de nivel
■
Palpador digital: Ciclo de palpación 7 LINEAS DE NIVEL
■
Palpador analógico: Ciclo de digitalización 17 LINEAS DE NIVEL
Con el ciclo de digitalización 17 LINEAS DE NIVEL se digitaliza
gradualmente una pieza 3D. La digitalización en líneas de nivel es
especialmente apropiada para piezas irregulares (p.ej. fundición por
inyección) o cuando sólo se quiere registrar una única línea de nivel
(p.ej. línea del contorno de una placa curvada).
En el proceso de digitalización el palpador se desplaza, después de
registrar el primer punto, sobre una altura constante alrededor de la
pieza. Cuando se alcanza de nuevo el primer punto registrado, se
efectúa una aproximación según la distancia entre líneas introducida
en dirección positiva o negativa al eje de la hta. El palpador se
desplaza de nuevo a una altura constante alrededor de la pieza
hasta el primer punto registrado a dicha altura. El proceso se repite
hasta que se ha digitalizado todo el campo.
Al final del proceso de digitalización el palpador se desplaza a una
ALTURA DE SEGURIDAD y vuelve al punto de partida programado.
En la digitalización con un palpador analógico el TNC memoriza las
posiciones en las cuales se producen cambios de dirección bruscos,
con un máximo de 1000 posiciones por línea. En la siguiente línea el
TNC reduce automáticamente el avance de palpación, cuando el
palpador está en la proximidad de una posición de este tipo. De
esta forma se obtienen mejores resultados de palpación.
Limitaciones para el campo de palpación
■
En el eje del palpador: El CAMPO definido debe estar como
mínimo, según el radio de la bola de palpación, por debajo del
punto más alto de la pieza 3D
■
En el plano de mecanizado: El campo definido debe estar como
mínimo a una distancia de la pieza 3D mayor al radio de la bola de
palpación
Punto de partida
■
Introducir la coordenada de los ejes de la hta. del punto MIN del
ciclo 5 CAMPO o del ciclo 15 CAMPO cuando la DISTANCIA
ENTRE LINEAS se haya introducido positiva
■
Introducir la coordenada de los ejes de la hta. del punto MAX del
ciclo 5 CAMPO o del ciclo 15 CAMPO, cuando la DISTANCIA
ENTRE LINEAS se haya introducido negativa
■
Definir las coordenadas del plano de mecanizado en el ciclo
LINEAS DE NIVEL
■
El TNC alcanza el punto de partida automáticamente: Primero en
el eje de la hta. a la ALTURA DE SEGURIDAD, después en el
plano de mecanizado
Llegada a la pieza
El palpador se desplaza en la dirección programada en el ciclo
LINEAS DE NIVEL hacia la pieza. Se memorizan las coordenadas de
la posición en la que el palpador roza la pieza.
13.4 Digitalización de líneas de nivel
X
Z
Y