HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 233
10 Programación: Parámetros Q
220
1
0.1 Pr
incipio de funcionamient
o y r
esumen de funciones
10.1 Principio de funcionamiento y
resumen de funciones
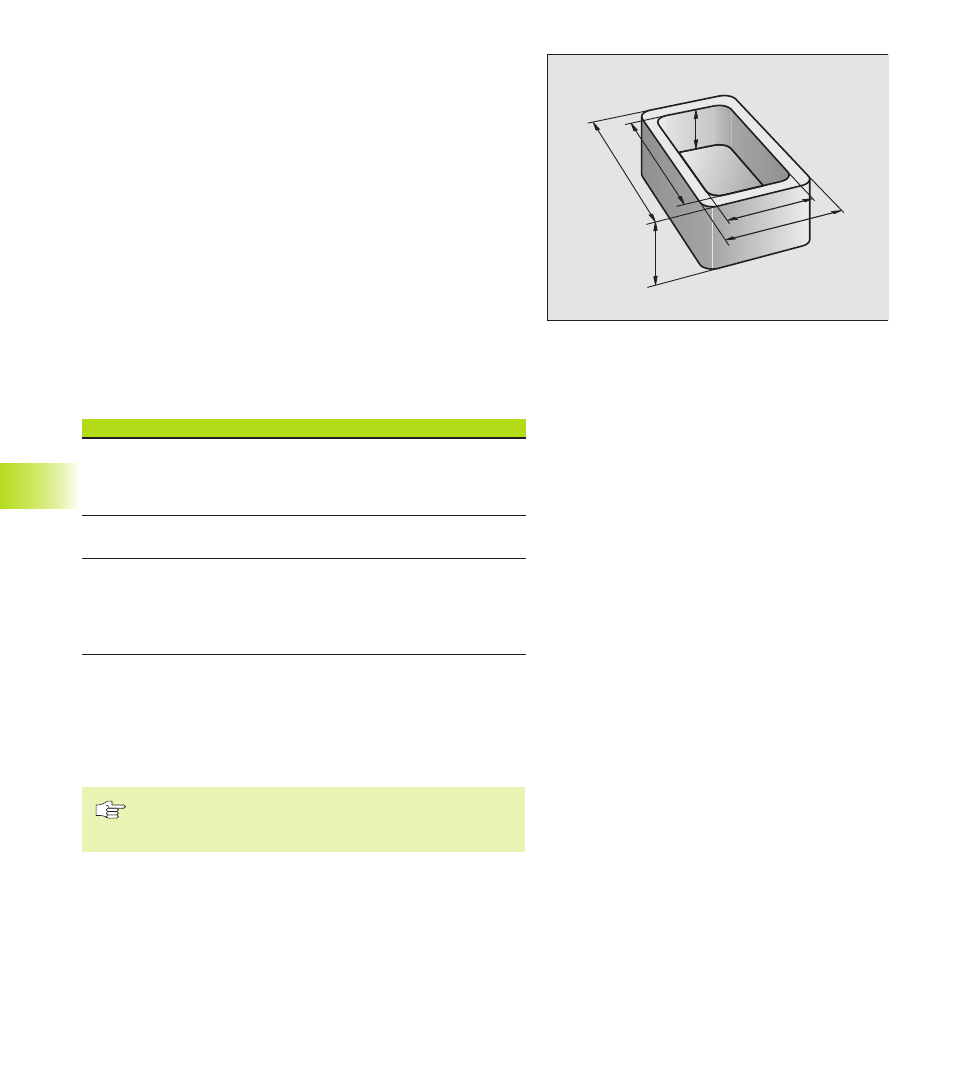
Con los parámetros Q se pueden definir con un programa de
mecanizado una familia de piezas. Para ello en vez de valores
numéricos se introducen parámetros Q.
Los parámetros Q se utilizan por ejemplo para
■
Valores de coordenadas
■
Avances
■
Revoluciones
■
Datos del ciclo
Además con los parámetros Q se pueden programar contornos
determinados mediante funciones matemáticas o ejecutar los pasos
del mecanizado que dependen de condiciones lógicas.
Un parámetro Q se caracteriza por la letra Q y un número del 0 al
299. Los parámetros Q se dividen en tres campos:
Instrucciones de programación
No se pueden mezclar en un programa parámetros Q y valores
numéricos.
A los parámetros Q se les puede asignar valores entre
–99 999,9999 y +99 999,9999.
El TNC asigna a ciertos parámetros siempre el mismo
dato, p.ej. al parámetro Q108 se le asigna el radio actual
de la hta. Véase “10.9 Parámetros Q determinados“.
Llamada a las funciones de parámetros Q
Mientras se introduce un programa de mecanizado se pulsa la tecla
Q (en el campo de introducción numérica y selección de ejes
debajo de la tecla –/+ ).
Q4
Q2
Q3
Q1
Q5
Q6
Significado
Parámetros de libre empleo que actuan de
forma local dentro del programa
(depende de MP7251)
Parám. para funciones especiales del TNC
Parámetros que se emplean
preferentemente para ciclos, actuan de
forma globar para los programas que se
encuentran en la memoria del TNC
Campo
Q0 a Q99
Q100 a Q199
Q200 a Q299