2 ciclos de taladrado – HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 153
8 Programación: Ciclos
140
ROSCADO RIGIDO GS
(ciclo 17)
El constructor de la máquina tiene que preparar la
máquina y el TNC para poder utilizar el roscado rígido.
El TNC realiza el roscado en varios pasos sin compensación de la
longitud.
Las ventajas en relación al ciclo de roscado con macho son las
siguientes:
■
velocidad de mecanizado más elevada
■
se puede repetir el mismo roscado ya que en la llamada al ciclo el
cabezal se orienta sobre la posición 0° (depende de parámetros
de máquina)
■
campo de desplazamiento del eje del cabezal más amplio ya que
se suprime la compensación
Antes de la programación deberá tenerse en cuenta
Programar la frase de posicionamiento sobre el punto de
partida (centro del taladro) en el plano de mecanizado con
CORRECCION DE RADIO R0
Programar la frase de posicionamiento sobre el punto de
partida en el eje del cabezal (DISTANCIA DE SEGURIDAD
sobre la superficie de la pieza)
El signo del parámetro PROFUNDIDAD determina la
dirección del mecanizado
El TNC calcula el avance dependiendo del número de
revoluciones. Si se gira el potenciómetro de override para
las revoluciones durante el roscado, el TNC ajusta
automáticamente el avance
El potenciómetro para el override del avance está inactivo.
ú
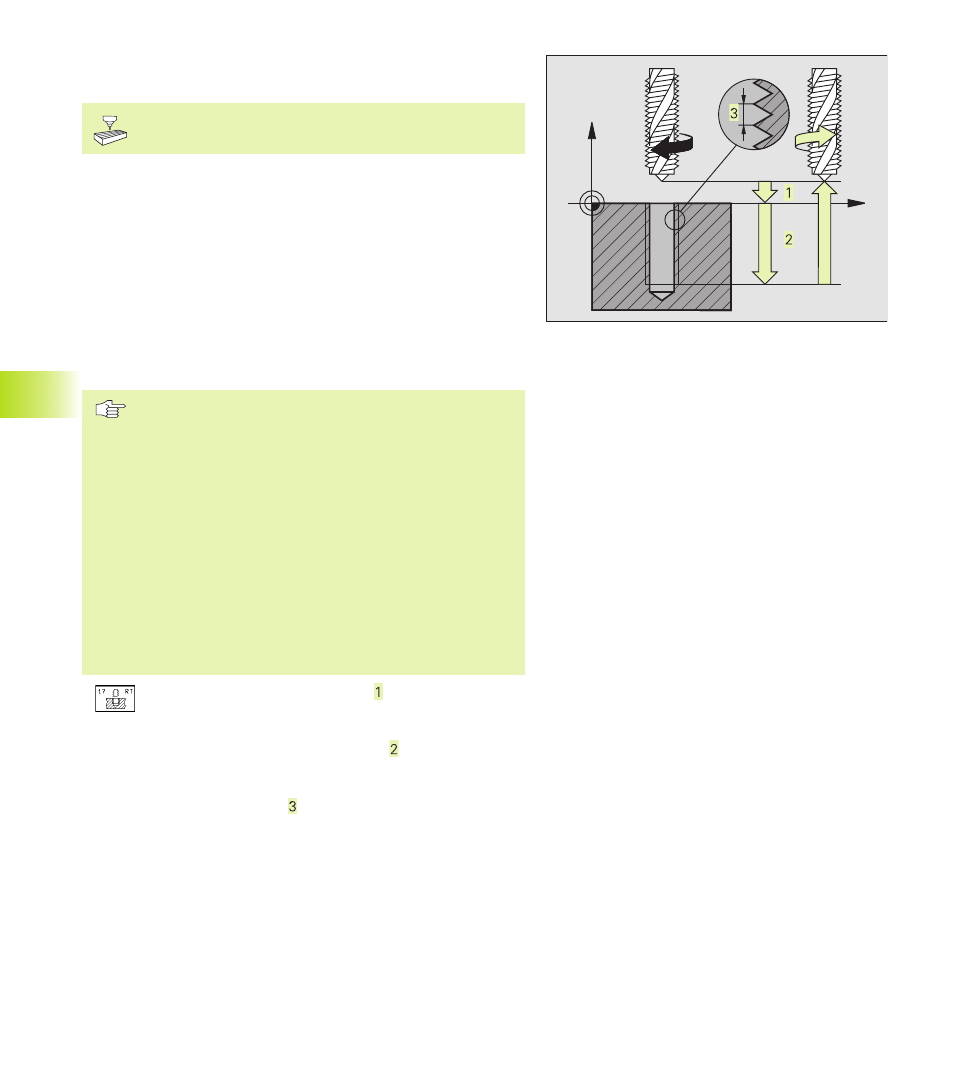
DISTANCIA DE SEGURIDAD
(valor incremental):
Distancia entre el extremo de la hta. (posición inicial) y la
superficie de la pieza.
ú
PROFUNDIDAD DE TALADRADO Distancia entre la
superficie de la pieza (principio de la rosca) y el final de
la rosca
ú
PASO DE ROSCA :
Paso de la rosca. El signo determina si el roscado es a
derechas o a izquierdas:
+ = rosca a derechas
– = rosca a izquierdas
Retirar la hta. durante la interrupción del programa
Si durante el roscado se acciona el pulsador externo de parada, el
TNC visualiza la softkey MANUAL OPERATION. Si se pulsa esta
tecla se puede retirar la hta. de forma controlada. Para ello se pulsa
la tecla positiva de dirección del eje de la herramienta activado.
8.2 Ciclos de taladrado
X
Z