4 ciclos para la elaboración de figuras de puntos – HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 177
8 Programación: Ciclos
164
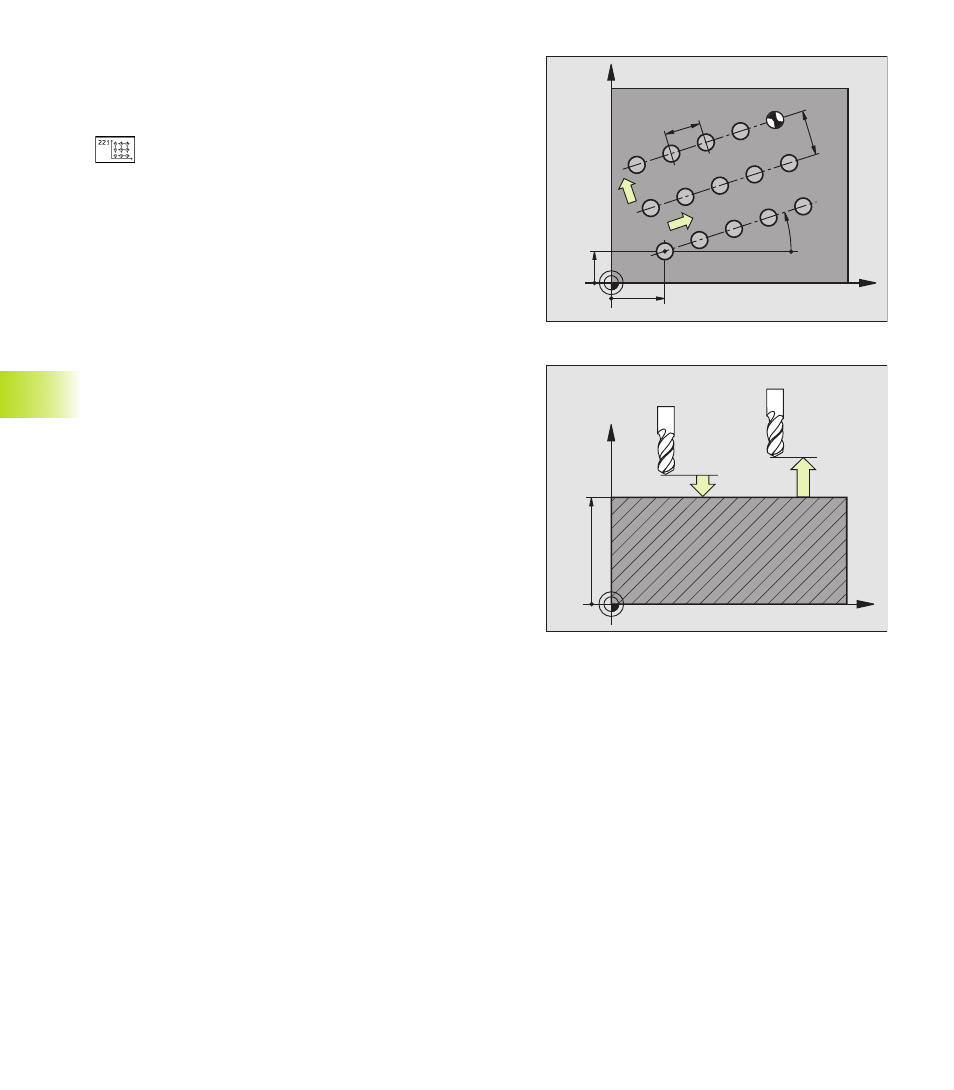
8 A continuación el TNC desplaza la hta. sobre el punto de partida
de la siguiente línea
9 Todas las demas líneas se mecanizan con movimiento oscilante
ú
PUNTO INICIAL 1ER EJE Q225 (valor absoluto):
Coordenadas del punto inicial en el eje principal del
plano de mecanizado
ú
PUNTO INICIAL 2º EJE Q226 (valor absoluto): Coorde-
nada del punto inicial en el eje transversal del plano de
mecanizado
ú
DISTANCIA 1ER EJE Q237 (valor incremental): Distan-
cia entre los diferentes puntos de la línea
ú
DISTANCIA 2º EJE Q238 (valor incremental): Distancia
entre las diferentes líneas
ú
NUMERO DE COLUMNAS Q242: Número de
mecanizados sobre una línea
ú
NUMERO DE LINEAS Q243: Número de líneas
ú
POSICION DE GIRO Q224 (valor absoluto): Angulo,
según el cual se gira la disposición de la figura; el
punto de giro se encuentra en el punto de partida
ú
DISTANCIA DE SEGURIDAD Q200 (valor incremental):
Distancia entre el extremo de la hta. y la superficie de
la pieza
ú
COORD. DE LA SUPERFICIE DE LA PIEZA Q203 (valor
absoluto): Coordenadas de la superficie de la pieza
ú
2ª DISTANCIA DE SEGURIDAD Q204 (valor
incremental): Coordenada en el eje de la hta., en la
cual no se puede producir ninguna colisión entre la hta.
y la pieza.
8.4 Ciclos para la elaboración de figuras de puntos
X
Z
Q200
Q203
Q204
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243