3 cor rección de la her ramienta – HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 76
63
HEIDENHAIN TNC 426
Corrección del radio de la herramienta
La frase del programa para el movimiento de la hta. contiene
■
RL o RR para una corrección de radio
■
R+ o R–, para una corrección de radio en un movimiento paralelo
a un eje
■
R0, cuando no se quiere realizar ninguna corrección de radio
La corrección de radio actua en cuanto se llama a una herramienta y
se desplaza en el plano de mecanizado con RL o RR. Se elimina
dicha corrección cuando se programa una frase de posicionamiento
con R0.
En la corrección de radio se tienen en cuenta valores delta tanto de
una frase TOOL CALL como de una tabla de herramientas:
Valor de corrección = R + DR
TOOL CALL
+ DR
TAB
con
R
Radio de la hta. R de una frase TOOL CALL o de una
tabla de herramientas
DR
TOOL CALL
Sobremedida DR del radio de una frase TOOL CALL (no
se tiene en cuenta en la visualización de posiciones)
DR
TAB
Sobremedida DR para el radio de una tabla de htas.
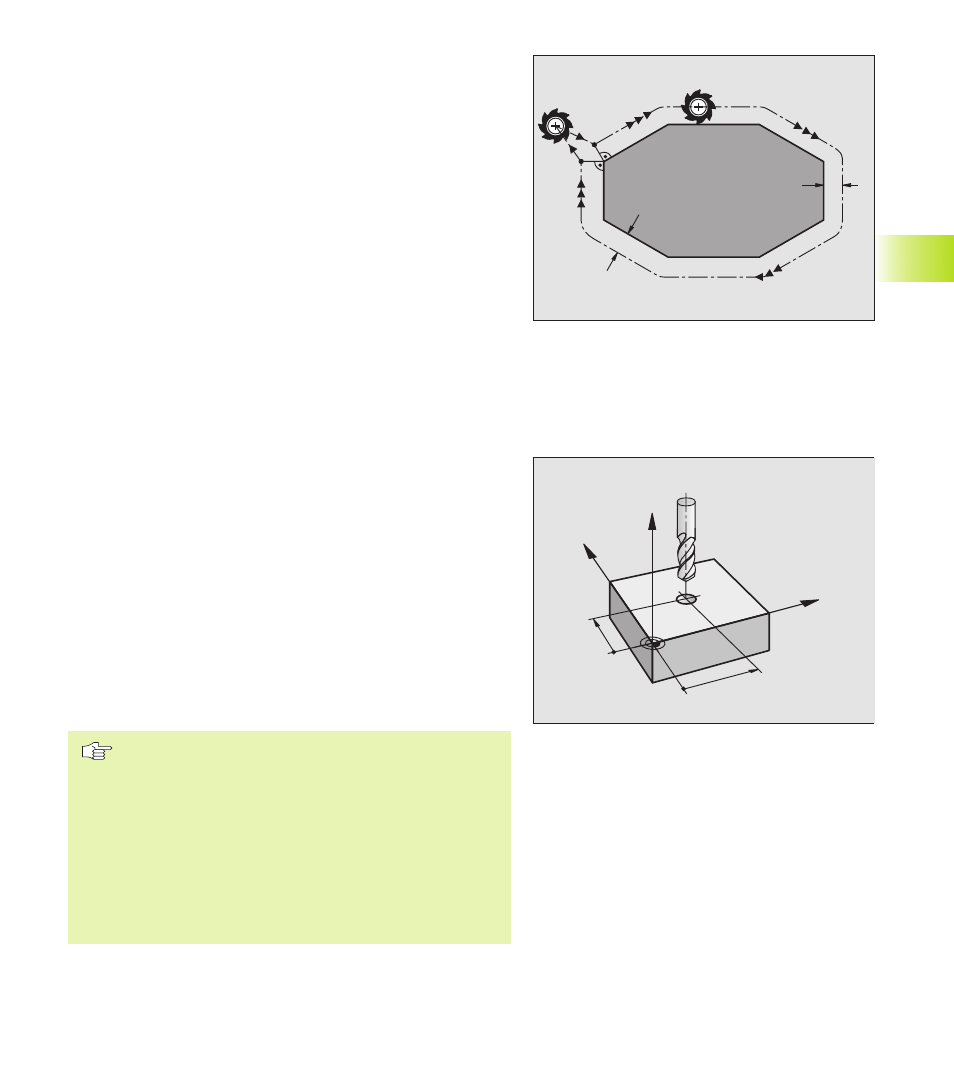
Tipos de trayectoria sin corrección de radio: R0
El punto central de la herramienta se desplaza en el plano de
mecanizado sobre la trayectoria programada, o bien sobre las
coordenadas programadas.
Se utiliza en taladrados y en posicionamientos previos
Véase figura de la derecha.
Tipos de trayectoria con corrección de radio: RR y RL
RR La herramienta se desplaza por la derecha del contorno
RL La herramienta se desplaza por la izquierda del contorno
En este caso el centro de la hta. queda separado del contorno a la
distancia del radio de dicha hta. Derecha e izquierda indica la posición
de la hta. respecto a la pieza según el sentido de desplazamiento.
Véase las figuras de la página siguiente.
Entre dos frases de programa con diferente corrección de
radio RR y RL, por lo menos debe programarse una frase
con corrección de radio R0.
La corrección de radio está activada hasta la próxima frase
en que se varíe dicha corrección y desde la frase en la cual
se programa por primera vez.
En la primera corrección de radio RR/RL y con R0, el TNC
posiciona la herramienta siempre perpendicularmente en
el punto inicial o final. La herramienta se posiciona delante
del primer punto del contorno o detrás del último punto del
contorno para no dañar al mismo.
5.3 Cor
rección de la her
ramienta
R
R
R0
RL
Y
X
Z
X
Y