2 programación de los ciclos de digitali- zación – HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 286
273
HEIDENHAIN TNC 426
Los ciclos de digitalización se programan para los ejes
principales X, Y y Z y para los ejes giratorios A, B y C.
Durante la digitalización no pueden estar activados la
traslación de coordenadas y el giro básico.
El TNC incluye el BLK FORM en el fichero de los datos
digitalizados. Para ello amplia el bloque determinado
mediante el ciclo CAMPO según el doble del valor de
MP6310 (para palpador analógico)
13.2 Programación de los ciclos de digitali-
zación
ú
Pulsar la tecla TOUCH PROBE
ú
Con las teclas cursoras seleccionar el ciclo de digitalización deseado
ú
Confirmar la selección: Pulsar la tecla ENT
ú
Contestar a las preguntas del diálogo del TNC. Introducir los valores
correspondientes a través del teclado y confirmar con ENT. Cuando
el TNC tiene toda la información necesaria finaliza automáticamente
la definición del ciclo. Encontrará más información sobre los distintos
parámetros de introducción en la descripción del ciclo
correspondiente en este capítulo.
Determinar el campo de digitalización
Para la definición del campo de digitalización existen dos ciclos. Con
el ciclo 5 CAMPO se define un campo rectangular en el que se palpa
la pieza. En los palpadores analógicos se puede seleccionar
alternativamente a través del ciclo 15 CAMPO, una tabla de puntos
en la cual está determinado el límite del campo como un trazado
poligonal de cualquier forma.
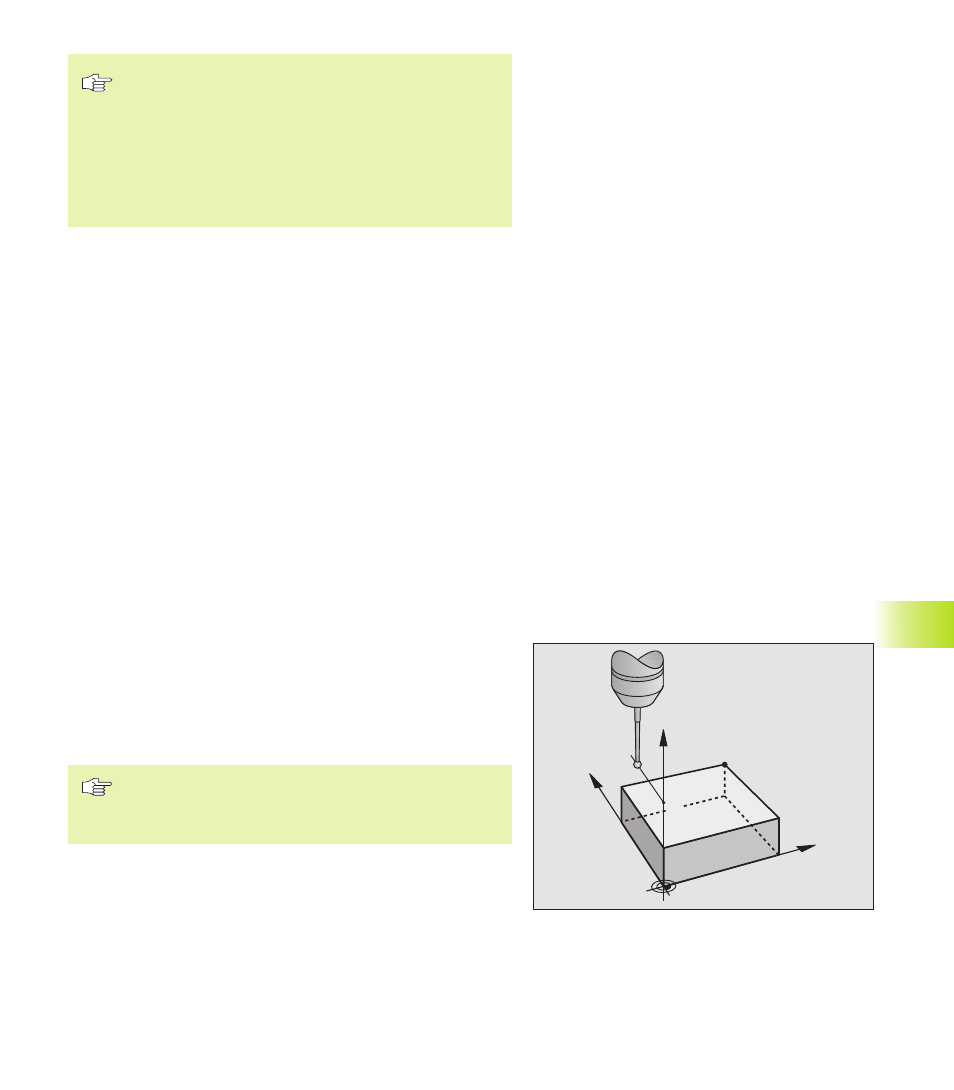
Determinación del campo de digitalización rectangular
El campo de digitalización se determina como paralelepípedo mediante
la introducción de coordenadas mínimas y máximas en los tres ejes
principales X, Y y Z, igual que en la definición del bloque BLK FORM.
ú
NOMBRE PGM DATOS DE DIGITALIZACION?: Nombre del
fichero en el que se memorizan los datos digitalizados
Para la configuración de la conexión de datos se introduce
en el menú de la pantalla el nombre completo del camino
de búsqueda, en el cual el TNC tiene que memorizar los
datos de la digitalización.
ú
EJE TCH PROBE: Introducir el eje del palpador
ú
CAMPO PUNTO MIN: Punto mínimo del campo en el que se
digitaliza
ú
CAMPO PUNTO MAX: Punto máximo del campo en el que se
digitaliza
ú
ALTURA DE SEGURIDAD: Posición en el eje del palpador para
evitar colisiones entre el vástago y la pieza a palpar
13.2 Pr
ogr
amación de los ciclos de la digitalización
Y
X
Z
MAX
Z
S
MIN