HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 101
88
6 Programación: Programación de contornos
CC
Z
Y
X
X
CC
Y
CC
Ejemplo de frases NC
7 L X+0 Y+30 RL F300 M3
8 L X+40 IY+5
9 CHF 12
10 L IX+5 Y+0
¡El contorno no puede empezar con una frase CHF!
El chaflán sólo se ejecuta en el plano de mecanizado.
El avance de fresado corresponde al avance
anteriormente programado.
El punto teórico de la esquina no se mecaniza.
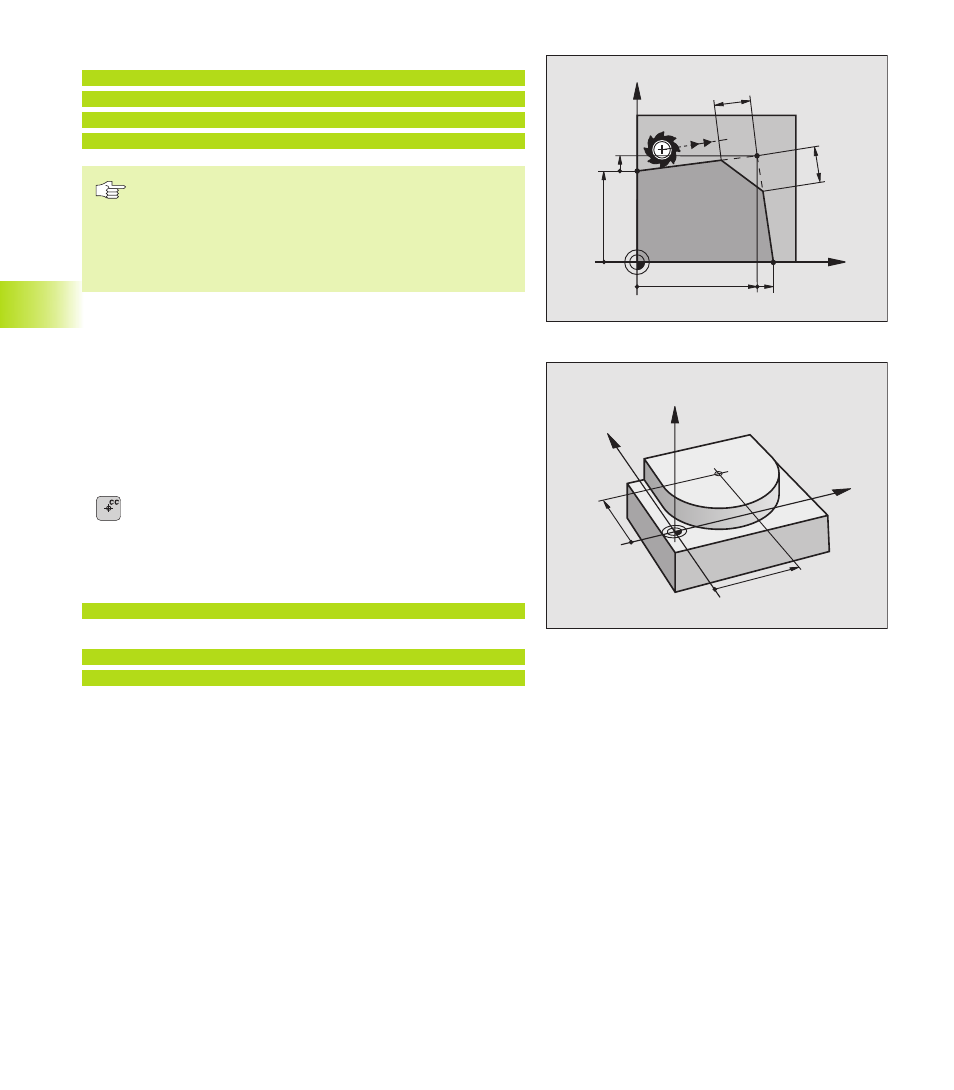
Punto central del círculo CC
El punto central del círculo corresponde a las trayectorias circulares
programadas con la tecla C (trayectoria ciruclar C). Para ello:
■
introducir las coordenadas cartesianas del punto central del círculo
o
■
aceptar la última posición programada o
■
aceptar las coordenadas con la tecla “Aceptar posiciones reales“
ú
CORDENADAS CC: Introducir las coordenadas del
punto central del círculo o
Para aceptar la última posición programada: No
introducir ninguna coordenada
Ejemplo de frases NC
5 CC X+25 Y+25
o
10 L X+25 Y+25
11 CC
Las líneas 10 y 11 del programa no se refieren a la figura.
Validación
El punto central del círculo queda determinado hasta que se pro-
grama un nuevo punto central del círculo. También se puede deter-
minar un punto central del círculo para los ejes auxiliares U, V y W.
Introducir el punto central del círculo CC en incremental
Una coordenada introducida en incremental en el punto central del
círculo se refiere siempre a la última posición programada de la
herramienta.
X
Y
40
12
30
5
12
5
6.4 Tipos
de tr
a
y
ect
or
ia - Coor
denadas car
tesianas