6 ciclos para el planeado – HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 199
8 Programación: Ciclos
186
Antes de la programación deberá tenerse en cuenta
Con el ciclo 30 se pueden ejecutar los datos de la
digitalización y los ficheros PNT.
Cuando se ejecutan ficheros PNT, en los que no hay
ninguna coordenada del eje de la hta., la profundidad de
fresado se produce en el punto MIN del eje de la hta.
ú
PGM NOMBRE DATOS DIGITALIZACION: Introducir el
nombre del fichero donde están memorizados los datos
de la digitalización. En el caso de no encontrar el directorio
actual, se introduce el camino de búsqueda completo
ú
CAMPO PUNTO MIN: Punto mínmo (coordenada X, Y
y Z) del campo en el que se quiere fresar
ú
CAMPO PUNTO MAX: Punto máximo (coordenada X,
Y y Z) del campo en el que se quiere fresar
ú
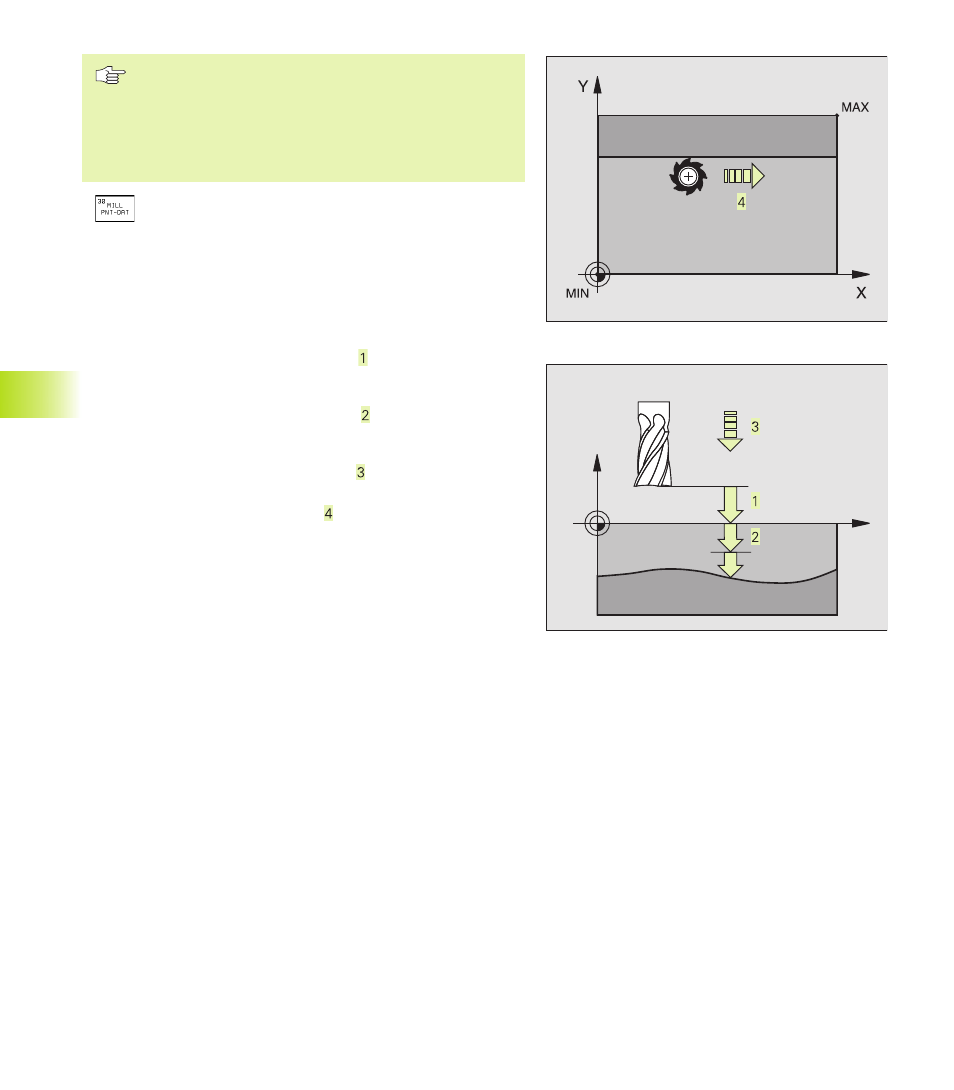
DISTANCIA DE SEGURIDAD (valor incremental):
Distancia entre el extremo de la hta. y la superficie de
la pieza en movimientos en marcha rápida
ú
PROFUNDIDAD DE PASADA (valor incremental):
Medida, según la cual la hta. penetra cada vez en la
pieza
ú
AVANCE AL PROFUNDIZAR : Velocidad de
desplazamiento en la profundización en mm/min
ú
AVANCE DE FRESADO : Velocidad de
desplazmaiento de la hta. en el fresado en mm/min
ú
FUNCION AUXILIAR M: Introducción opcional de una
función auxiliar, p.ej. M112
8.6 Ciclos para el planeado
X
Z