6 ciclos para el planeado – HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 203
8 Programación: Ciclos
190
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
Antes de la programación deberá tenerse en
cuenta
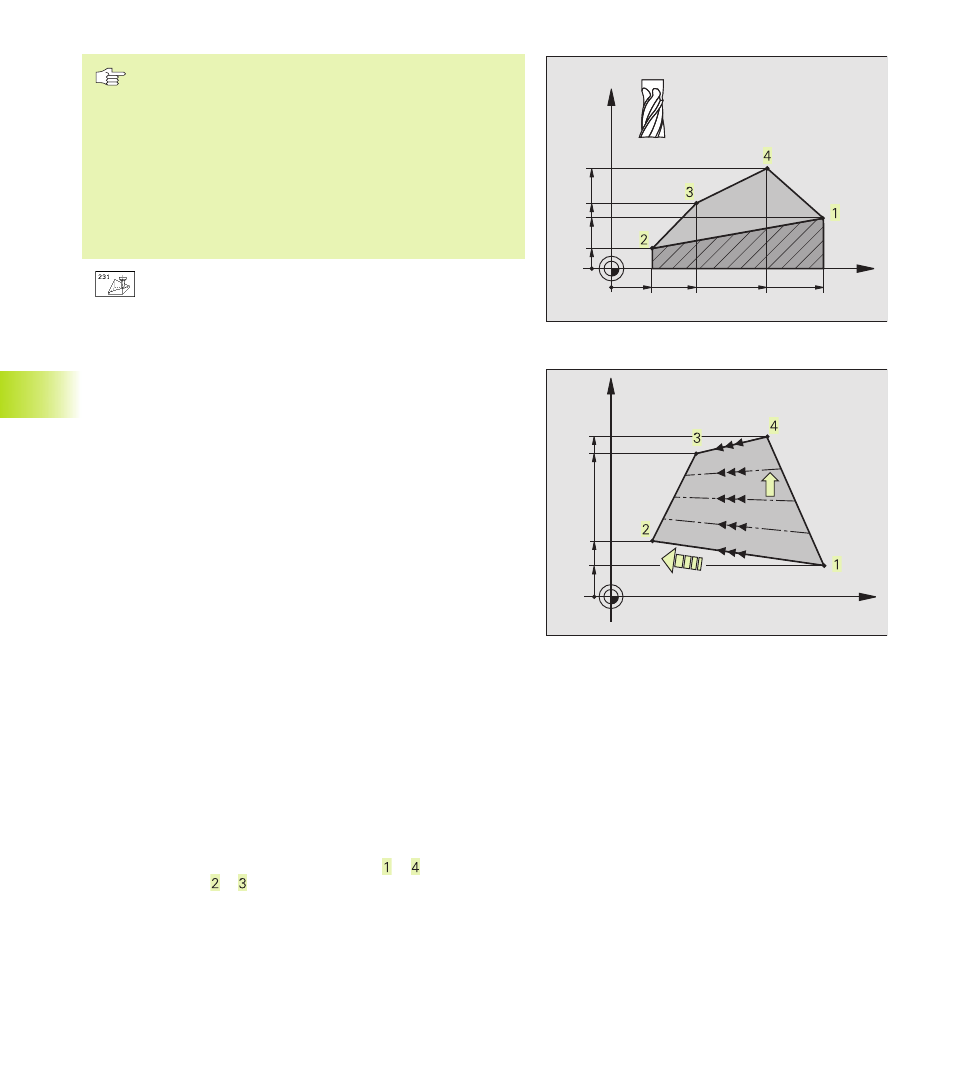
El TNC posiciona la hta. partiendo de la posición actual en
un movimiento lineal 3D hasta el punto de partida 1. La
hta. se posiciona previamente de forma que no se
produzca ningúna colisión con la pieza o viruta.
El TNC desplaza la hta. con corrección de radio R0 entre
las posiciones programadas.
Si es preciso se emplea una fresa con dentado frontal
cortante en el centro (DIN 844).
ú
PUNTO DE PARTIDA 1ER EJE Q225 (valor absoluto):
Coord. del punto de partida de la superficie a planear en
el eje principal del plano de mecanizado
ú
PUNTO DE PARTIDA 2º EJE Q226 (valor absoluto):
Coord. del punto de partida de la superficie a planear en
el eje transversal del plano de mecanizado
ú
PUNTO DE PARTIDA 3ER EJE Q227 (valor absoluto):
Coordenada del punto de partida de la superficie a planear
en el eje de la hta.
ú
2º PUNTO 1ER EJE Q228 (valor absoluto): Coordenada
del pto. final de la superficie a planear en el eje principal
del plano de mecanizado
ú
2º PUNTO 2º EJE Q229 (valor absoluto): Coordenada
del punto final de la superficie a planear en el eje
transversal del plano de mecanizado
ú
2º PUNTO 3ER EJE Q230 (valor absoluto): Coordenada
del pto. final de la superficie a planear en el eje de la hta.
ú
3ER PUNTO 1ER EJE Q231 (valor absoluto): Coorde-
nada del pto. 3 en el eje principal del plano de mecanizado
ú
3ER PUNTO 2º EJE Q232 (valor absoluto): Coordenada
del pto. 3 en el eje transversal del plano de mecanizado
ú
3ER PUNTO 3ER EJE Q233 (valor absoluto): Coorde-
nada del pto. 3 en el eje de la hta.
ú
4º PUNTO 1ER EJE Q234 (valor absoluto): Coordenada
del pto. 4 en el eje principal del plano de mecanizado
ú
4º PUNTO 2º EJE Q235 (valor absoluto): Coordenada
del pto. 4 en el eje transversal del plano de mecanizado
ú
4º PUNTO 3ER EJE Q236 (valor absoluto): Coordenada
del pto. 4 en el eje de la hta.
ú
NUMERO DE CORTES Q240: Número de líneas que la
hta. debe realizar entre el punto y , o bien entre el
punto y
ú
AVANCE DE FRESADO Q207: Velocidad de despla-
zamiento de la hta. en el fresado de la 1ª línea en mm/
min; el TNC calcula el avance para las demás líneas en
función del incremento lateral de la hta. (desplazamiento
menor al radio de la hta.=avance más elevado,
incremento lateral grande=avance más reducido.
8.6 Ciclos para el planeado
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231