2 ciclos de taladrado – HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 147
8 Programación: Ciclos
134
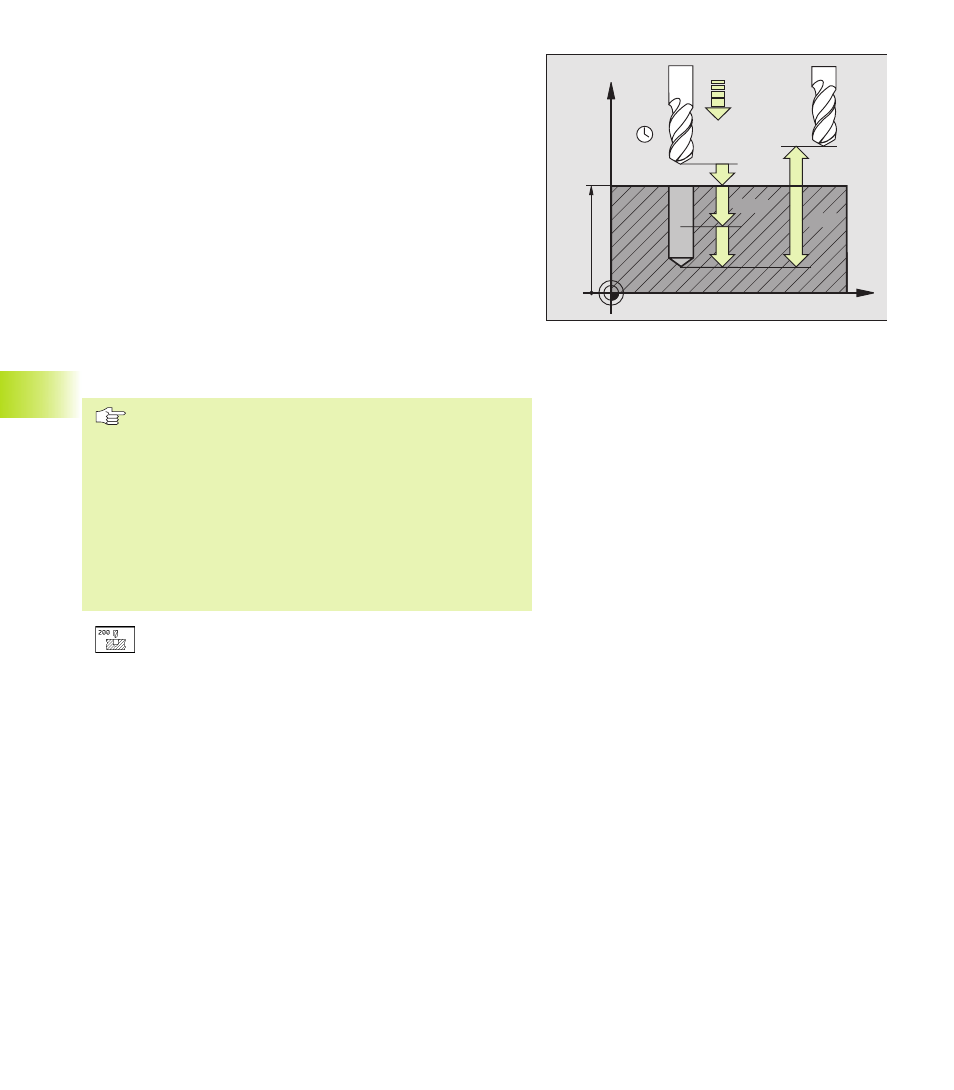
TALADRAR (ciclo 200)
1 El TNC posiciona la hta. según el eje del cabezal en marcha rápida
FMAX a la distancia de seguridad programada sobre la superficie
de la pieza
2 La herramienta taladra hasta la primera PROFUNDIDAD DE
PASADA con el AVANCE F programado
3 El TNC retira la herramienta con FMAX a la distancia de seguridad,
espera allí si se ha programado Q210, y a continuación se
desplaza de nuevo con FMAX a 0,2 mm sobre la primera
PROFUNDIDAD DE PASADA
4 A continuación la hta. taladra con el AVANCE F introducido hasta
otra PROFUNDIDAD DE PASADA
5 El TNC repite este proceso (2 a 4) hasta alcanzar la
PROFUNDIDAD TOTAL programada
6 En la base del taladro la hta. se desplaza con FMAX a la
DISTANCIA DE SEGURIDAD o si se ha programado a la 2ª
DISTANCIA DE SEGURIDAD
Antes de programar se deberá tener en cuenta
Programar la frase de posicionamiento sobre el punto de
partida (centro del taladro) en el plano de mecanizado con
CORRECCION DE RADIO R0.
El signo del parámetro PROFUNDIDAD determina la
dirección del mecanizado.
El ciclo 200 es una versión abreviada del ciclo de taladro
universal 203. Sin embargo, internamente contempla
todas las funciones del ciclo 203. Para ello, después de
la definición del ciclo para modificar un parámetro se
asigna a dicho parámetro la función FN0: ASIGNACION
ú
DISTANCIA DE SEGURIDAD Q200 (valor incremental):
Distancia entre el extremo de la hta. y la superficie de
la pieza; introducir el valor positivo
ú
PROFUNDIDAD Q201 (valor incremental): Distancia
entre la superficie de la pieza y la base del taladro
(extremo del cono del taladro)
ú
AVANCE AL PROFUNDIZAR Q206: Velocidad de
desplazamiento de la hta. en el taladrado en mm/min
ú
PROFUNDIDAD DE PASADA Q202 (valor incremental):
Medida, según la cual la hta. penetra cada vez en la
pieza. El TNC se desplaza en un sólo paso de
mecanizado a la PROFUNDIDAD TOTAL cuando:
■
la PROF. DE PASADA y la PROF. TOTAL son iguales
■
la PROF. DE PASADA es mayor a la PROF. TOTAL
La PROFUNDIDAD TOTAL no tiene por que ser
múltiplo de la PROFUNDIDAD DE PASADA
ú
TIEMPO DE ESPERA ARRIBA Q210: Tiempo en
segundos que espera la hta. a la distancia de
seguridad, después de que el TNC la ha retirado del
taladro.
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
8.2 Ciclos de taladrado