5 ciclos sl – HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 185
8 Programación: Ciclos
172
ú
DISTANCIA DE SEGURIDAD Q6 (valor incremental):
Distancia entre entre el extremo de la hta. y la
superficie de la pieza
ú
ALTURA DE SEGURIDAD Q7 (valor absoluto): Altura
absoluta, en la cual no se puede producir ninguna
colisión con la pieza (para posicionamiento intermedio
y retroceso al final del ciclo)
ú
RADIO DE REDONDEO INTERIOR Q8: Radio de
redondeo en “esquinas“ interiores
ú
SENTIDO DE GIRO? SENTIDO HORARIO = -1 Q9:
Dirección de mecanizado para cajeras
■
en sentido horario (Q9 = -1 a contramarcha para
cajera e isla)
■
en sentido antihorario (Q9 = +1 sincronizado para
cajera e isla)
En una interrupción del programa se pueden comprobar y
sobreescribir los parámetros de mecanizado
PRETALADRADO (ciclo 21)
Desarrollo del ciclo
Igual que el ciclo 1 TALADRADO (véase la página 133).
Empleo
El ciclo 21 PRETALADRADO, tiene en cuenta la SOBREMEDIDA DE
ACABADO LATERIAL y la SOBREMEDIDA DE ACABADO EN
PROFUNDIDAD, así como el radio de la hta. de desbaste. Los
puntos de penetración son además también puntos de partida para
el desbaste.
ú
PROFUNDIDAD DE PASADA Q10 (valor incremental):
Medida, según la cual la hta. penetra cada vez en la
pieza (signo “–“ cuando la dirección de mecanizado es
negativa)
ú
AVANCE AL PROFUNDIZAR Q11: Avance en la
trayectoria en mm/min
ú
NUMERO DE HTA. DE DESBASTE Q13: Número de la
hta. de desbaste
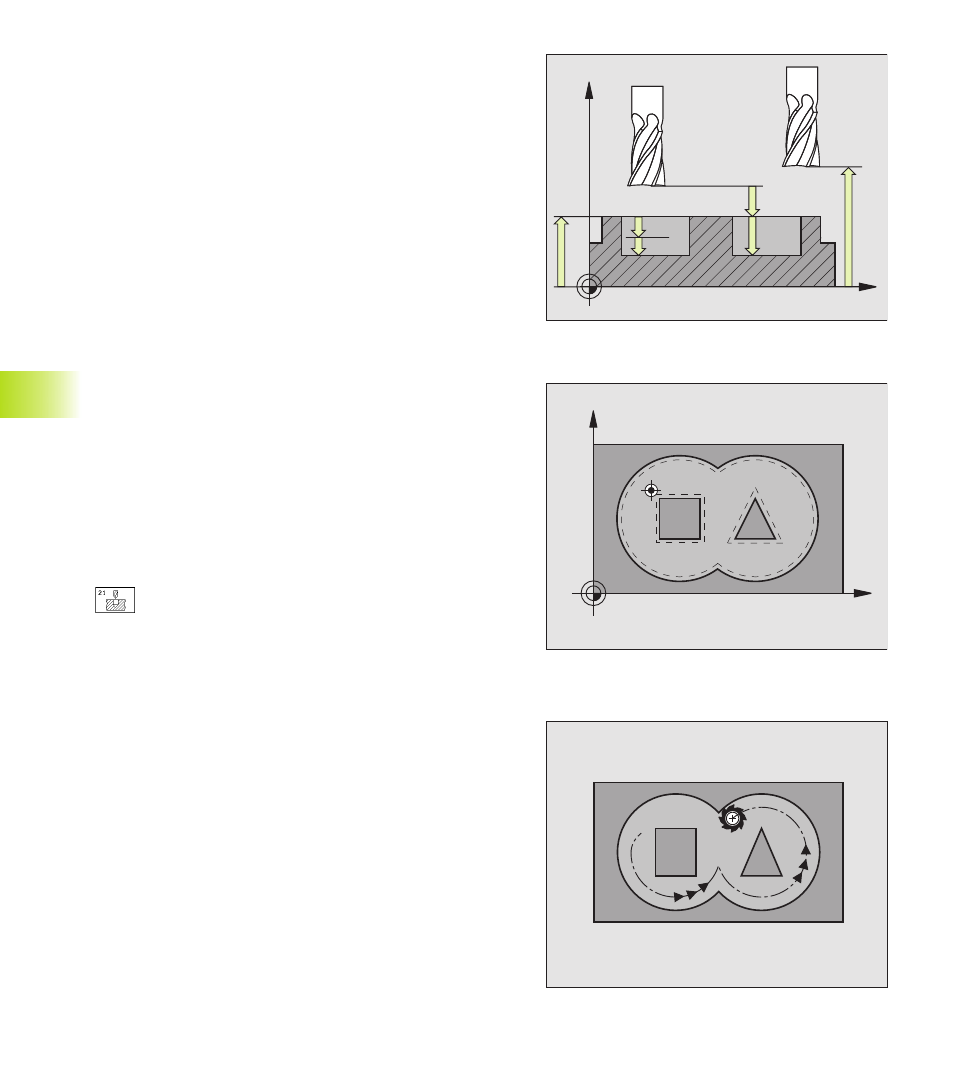
DESBASTE (ciclo 22)
1 El TNC posiciona la hta. sobre el punto de penetración; para ello
se tiene en cuenta la SOBREMEDIDA DE ABACABADO LATERAL
2 En la primera PROFUNDIZACION, la hta. realiza el fresado con
AVANCE DE FRESADO Q12, desde dentro hacia fuera
3 Para ello se fresa libremente el contorno de la isla (aquí: C/D) con
una aproximación al contorno de la cajera (aquí: A/B)
4 A continuación se realiza el acabado de la cajera y la hta. se retira
a la ALTURA DE SEGURIDAD
X
Z
Q6
Q7
Q1
Q10
Q5
8.5 Ciclos SL
C
D
A
B
X
Y