HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 159
8 Programación: Ciclos
146
ú
GIRO EN SENTIDO HORARIO
DR + : fresado sincronizado con M3
DR – : fresado a contramarcha con M3
ú
RADIO DE REDONDEO: RADIO para las esquinas de
la cajera. Cuando el RADIO=0 el RADIO DE
REDONDEO es igual al radio de la herramienta
Cálculos:
Aproximación lateral k = K x R
K:
Factor de solapamiento, determinado en MP7430
R:
Radio de la fresa
ACABADO DE CAJERA (ciclo 212)
1 El TNC desplaza automáticamente la hta. en el eje de la misma a la
DISTANCIA DE SEGURIDAD, o, si se ha programado, a la 2ª
DISTANCIA DE SEGURIDAD y a continuación al centro de la cajera.
2 Desde el centro de la cajera la hta. se desplaza en el plano de meca-
nizado al pto. de partida del mismo. Para el cálculo del punto de
partida, el TNC tiene en cuenta la sobremedida y el radio de la hta.
3 En el caso de que la hta. esté sobre la 2ª DISTANCIA DE
SEGURIDAD, el TNC desplaza la hta. en marcha rápida FMAX a la
DISTANCIA DE SEGURIDAD y desde allí, con AVANCE DE
PROFUNDIZACION a la primera PROFUNDIDAD DE PASADA.
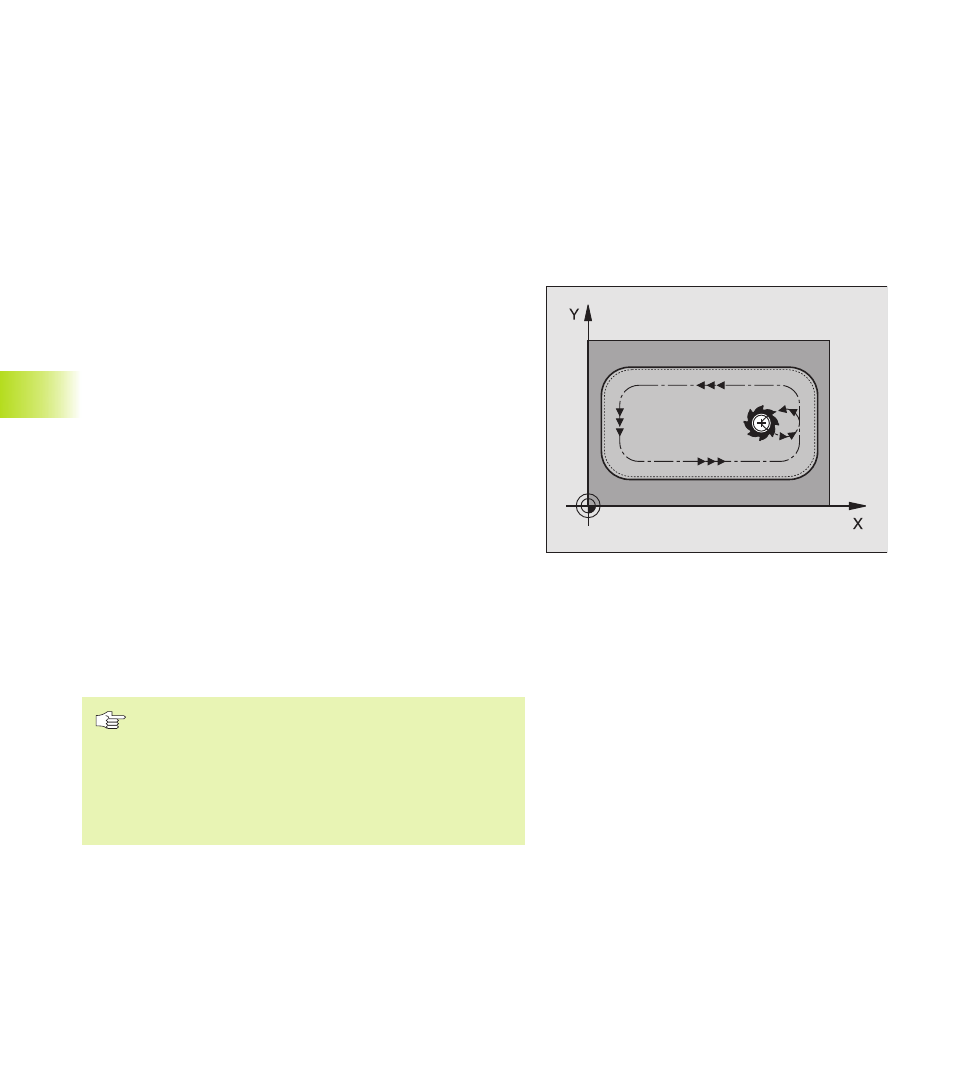
4 A continuación la hta. se desplaza tangencialmente hacia el contorno
parcialmente acabado y fresa en sentido sincronizado una vuelta
completa.
5 Después la herramienta sale tangencialmente del contorno al punto
de partida en el plano de mecanizado
6 Este proceso se repite hasta alcanzar la PROFUNDIDAD programada.
7 Al final del ciclo el TNC desplaza la hta. en marcha rápida a la
DISTANCIA DE SEGURIDAD, o si se ha programado, a la 2ª
DISTANCIA DE SEGURIDAD y a continuación al centro de la cajera
(posición final=posición de partida).
Antes de la programación deberá tenerse en cuenta
El signo del parámetro PROFUNDIDAD determina la
dirección del mecanizado.
Si se quiere realizar un acabado de la cajera, deberá
utilizarse una fresa con dentado frontal cortante en el
centro (DIN 844) e introducir un avance pequeño para la
PROFUNDIDAD DE PASADA.
8.3 Ciclos par
a el fr
esado de cajer
as,
islas y r
anur
as