HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 166
153
HEIDENHAIN TNC 426
Antes de la programación deberá tenerse en cuenta
El signo del parámetro PROFUNDIDAD determina la
dirección del mecanizado.
Si se desea fresar la isla completa, deberá emplearse una
fresa con dentado frontal cortante en el centro (DIN 844)
e introducir un AVANCE pequeño para la PROFUNDIDAD
DE PASADA.
ú
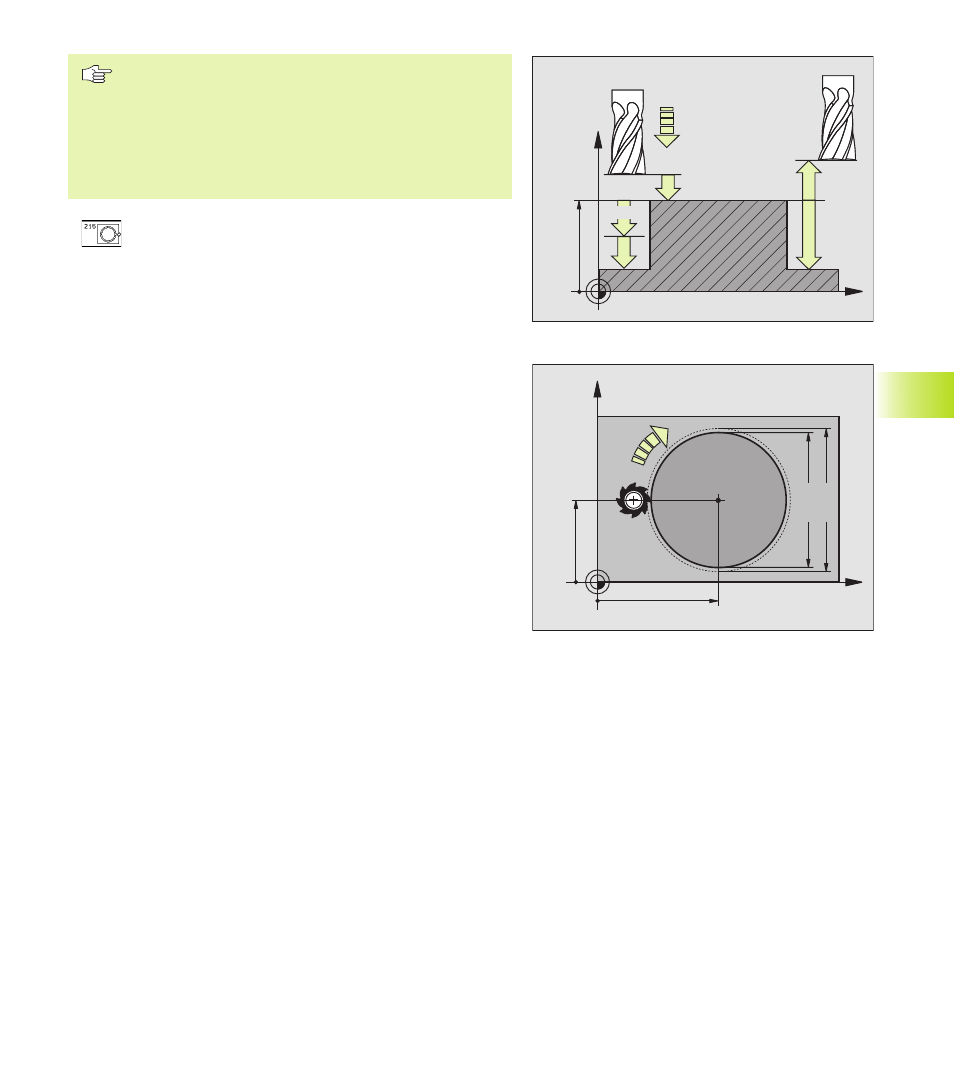
DISTANCIA DE SEGURIDAD Q200 (valor incremental):
Distancia entre el extremo de la hta. y la superficie de
la pieza
ú
PROFUNDIDAD Q201 (valor incremental): Distancia
entre la superficie de la pieza y la base de la isla
ú
AVANCE AL PROFUNDIZAR Q206: Velocidad de
desplazamiento de la hta. al profundizar en mm/min.
Cuando se penetra en la pieza, introducir un valor
pequeño. Para una profundización en vacio introducir
un valor mayor
ú
PROFUNDIDAD DE PASADA Q202 (valor incremental):
Medida, según la cual la hta. penetra cada vez en la
pieza; introducir un valor mayor que 0
ú
AVANCE PARA FRESADO Q207: Velocidad de despla-
zamiento de la hta. durante el fresado en mm/min
ú
COORD. DE LA SUPERFICIE DE LA PEIZA Q203 (valor
absoluto): Coordenadas de la superficie de la pieza
ú
2ª DISTANCIA DE SEGURIDAD Q204 (valor incremental):
Coordenada del eje de la hta., en la cual no se puede
producir ninguna colisión entre la hta. y la pieza.
ú
CENTRO 1ER EJE Q216 (valor absoluto): Centro de la
isla en el eje principal del plano de mecanizado
ú
CENTRO 2º EJE Q217 (valor absoluto): Centro de la isla
en el eje transversal del plano de mecanizado
ú
DIAMETRO DEL BLOQUE DE LA PIEZA Q222: Diámetro
de la cajera premecanizada. Introducir el diámetro del
bloque interior de la pieza que será menor al diámetro
de la pieza terminada
ú
DIAMETRO DE LA PIEZA TERMINADA Q223: Diámetro
de la isla acabada. Introducir el diámetro de la pieza
acabada que será menor al del bloque exterior de la pieza.
8.3 Ciclos par
a el fr
esado de cajer
as,
islas y r
anur
as
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
X
Y
Q223
Q217
Q216
Q207
Q222