HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 137
7 Programación: Funciones auxiliares
124
19 L IZ2,5
20 L IY+5 IZ5
21 L IX+50
22 L Z+5
M103 se activa con el parámetro de máquina 7440;
véase “15.1 Parámetros de usuario generales“.
Avance en arcos de círculo: M109/M110/M111
Comportamiento standard
El TNC relaciona la velocidad de avance programada respecto a la
trayectoria del centro de la heramienta,
Comportamiento en arcos de círculo con M109
El TNC mantiene constante el avance de la cuchilla de la hta. en los
mecanizados interiores y exteriores de los arcos de círculo.
Comportamiento en arcos de círculo con M110
El TNC mantiene constante el avance en el mecanizado interior de
arcos de círculo. En un mecanizado exterior de arcos de círculo, no
actua ningún ajuste del avance.
Funcionamiento
M109 y M110 actuan al principio de la frase.
M109 y M110 se anulan con M111.
Cálculo previo del contorno con corrección de radio
(LOOK AHEAD): M120
Comportamiento standard
Cuando el radio de la herramienta es mayor a un escalon del
contorno con corrección de radio, el TNC interrumpe la ejecución
del programa e indica un aviso de error. M97 (véase “Mecanizado
de pequeños escalones: M97“) impide el aviso de error pero
provoca una marca en la pieza y además desplaza la esquina.
En los rebajes pueden producirse daños en el contorno. Véase la
figura de la derecha.
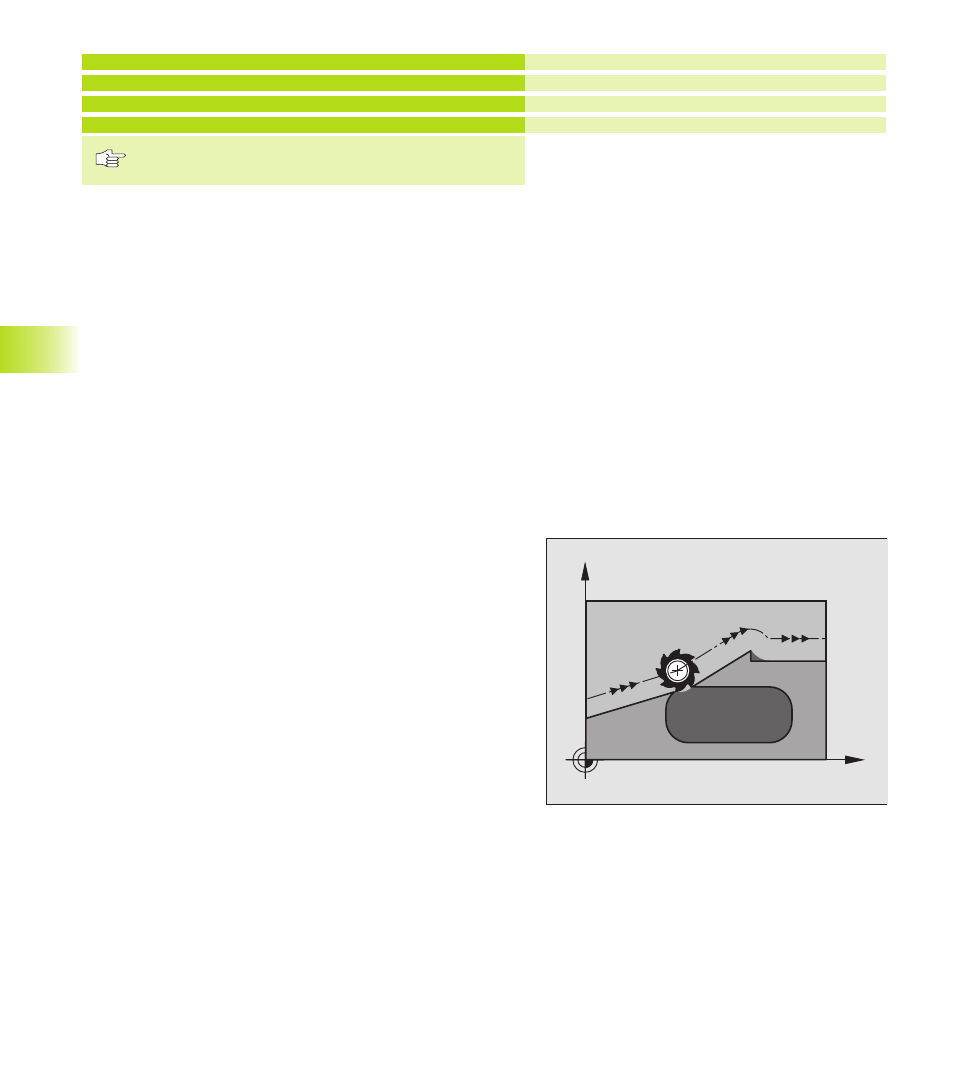
Comportamiento con M120
El TNC comprueba los rebajes y salientes de un contorno con
corrección de radio y hace un cálculo previo de la trayectoria de la
herramienta a partir de la frase actual. El número de frases (máximo
99) que el TNC calcula previamente se determina con LA (en inglés
Look Ahead: prever) detrás de M120. Cuanto mayor sea el número
de frases preseleccionadas que el TNC debe calcular previamente,
más lento será el proceso de las frases. Véase la figura de la
derecha.
7.4 F
unciones auxiliar
es según el tipo de tr
a
y
ect
or
ia
100
141
500
500
X
Y