5 digitalización por líneas – HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 294
281
HEIDENHAIN TNC 426
■
Palpador digital: Ciclo de digitalización 7 LINEA DE NIVEL
■
Palpador analógico: Ciclo de digitalización 17 LINEA DE NIVEL
Con el ciclo de digitalización LINEA se digitaliza una pieza 3D por
líneas.
Con el palpador analógico se emplea este ciclo de digitalización ,
principalmente cuando se digitaliza con un eje giratorio. (Véase
“Digitalización con ejes giratorios“.
Con el palpador digital se fija este ciclo de digitalización
principalmente, cuando se digitalizan piezas relativamente planas,
que se quieren ejecutar sin evaluación de los datos digitalizados de
forma constante en sentido sincronizado o a contramarcha.
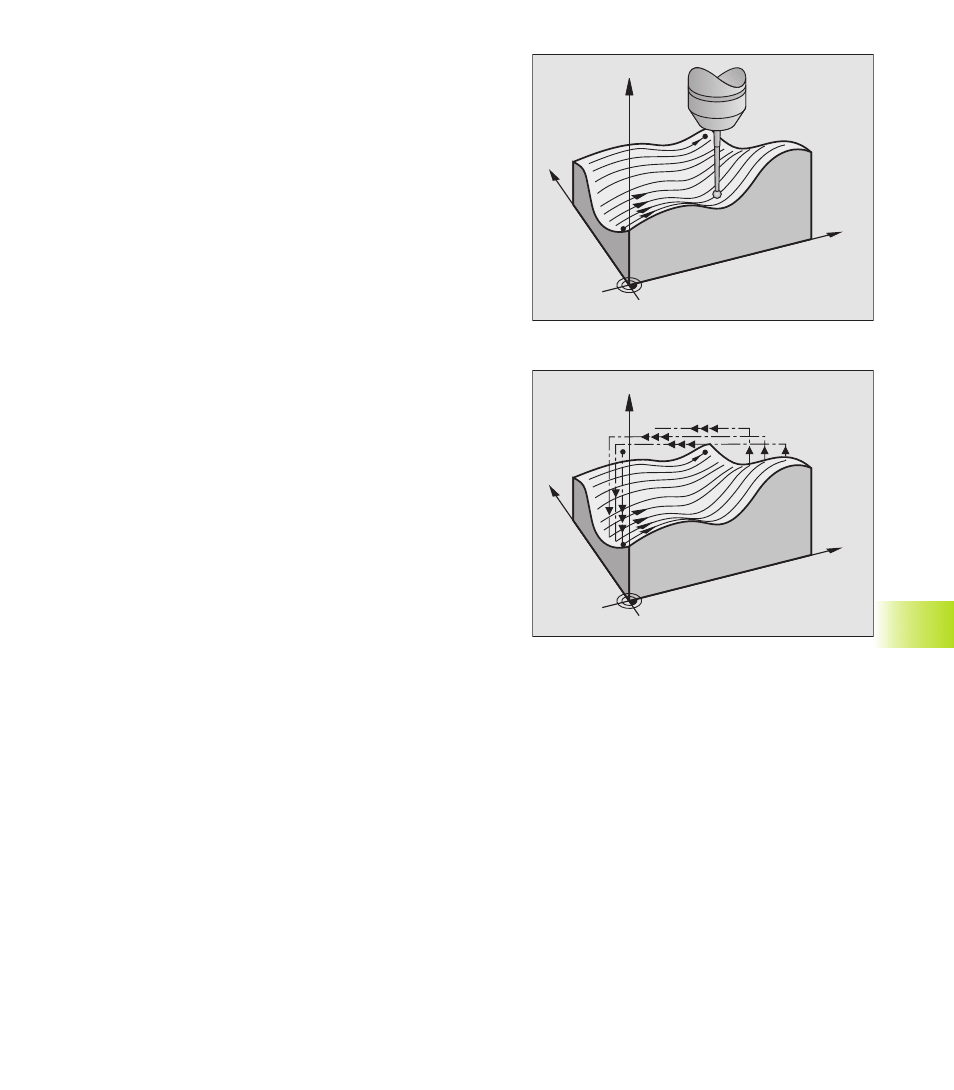
En la digitalización el palpador se desplaza en la dirección positiva de
un eje seleccionado del plano de mecanizado hasta el límite del
campo. A continuación se desplaza a la ALTURA DE SEGURIDAD y
en marcha rápida al principio de la siguiente línea. Allí el palpador se
desplaza en marcha rápida en la dirección negativa al eje de la hta.
hasta la ALTURA PARA LA REDUCCION DEL AVANCE y a partir de
dicha altura con avance de palpación hasta rozar la pieza 3D. El
proceso se repite hasta que se ha palpado la totalidad del campo.
Al final del proceso de digitalización el palpador se retira a la
ALTURA DE SEGURIDAD.
En la digitalización con un palpador analógico, el TNC tiene en
cuenta las posiciones en las que se efectuan cambios de dirección
bruscos, hasta un máximo de 1000 posiciones por línea. En la
siguiente línea el TNC reduce automáticamente el avance de la
digitalización, cuando el palpador se aproxima a la posición crítica.
De esta forma se alcanzan mejores resultados de palpación.
Punto de partida
■
Límite positivo o negativo del campo de la dirección programada
de las líneas (depende de la dirección de la digitalización)
■
Coordenadas del punto MIN en el plano de mecanizado del ciclo 5
CAMPO o del ciclo 15 CAMPO, coordenada de los ejes de la hta.
= ALTURA DE SEGURIDAD
■
El TNC alcanza el punto de partida automáticamente: Primero en
el eje de la hta. a la ALTURA DE SEGURIDAD, después en el
plano de mecanizado
Llegada a la pieza
El palpador se desplaza en dirección negativa a los ejes de la hta.
hacia la pieza. Las coordenadas de la posición en las cuales el
palpador roza la pieza quedan memorizadas.
13.5 Digitalización por líneas
X
Z
Y
X
Z
Y