5 ciclos sl – HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 186
173
HEIDENHAIN TNC 426
Antes de la programación deberá tenerse en cuenta
Si es preciso utilizar una fresa con dentado frontal cortante
en el centro (DIN 844) o pretaladrado con el ciclo 21.
ú
PROFUNDIDAD DE PASADA Q10 (valor incremental):
Medida, según la cual la hta. penetra cada vez en la pieza
ú
AVANCE AL PROFUNDIZAR Q11: Avance al profundizar
en mm/min
ú
AVANCE PARA DESBASTE Q12: Avance de fresado en
mm/min
ú
NUMERO DE HTA. PARA DESBASTE PREVIO Q18:
Número de la hta. con la que se ha realizado el desvaste
previo. Si no se ha realizado un desbaste previo se
introduce 0.; si se introduce un número, el TNC sólo
desbasta la parte que no se ha mecanizado con la hta.
de desbaste previo. Si después no se ha alcanzado
lateralmente el campo de desbaste previo, la hta.
profundiza de forma pendular; para ello se define en la
tabla de htas. TOOL.T (véase pág. 57) la longitud de corte
LCUTS y el máximo ángulo de profundización ANGLE
de la hta. Si es preciso el TNC emite un aviso de error.
ú
AVANCE PENDULAR Q19: Avance oscilante en mm/
min
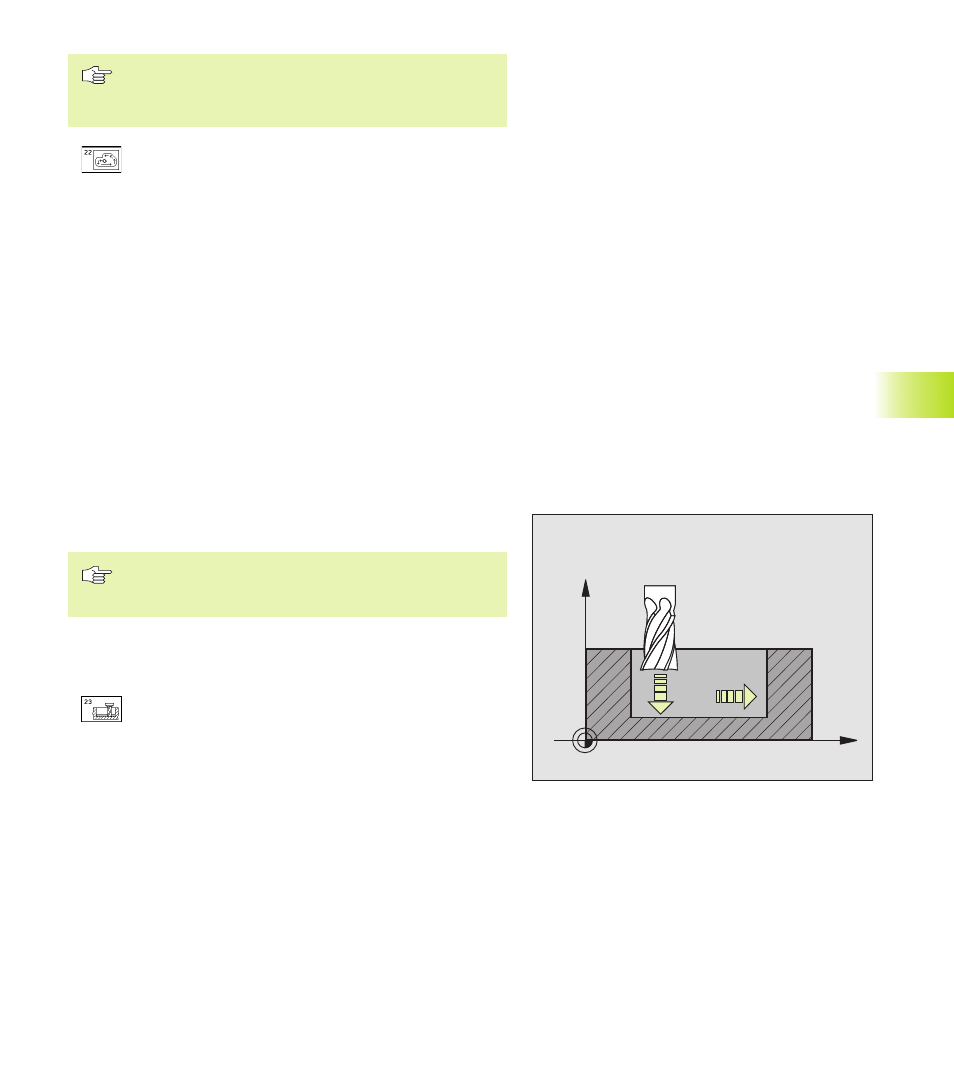
ACABADO EN PROFUNDIDAD (ciclo 23)
El TNC calcula automáticamente el punto inicial para el
acabado. El punto inicial depende de las proporciones de
espacio de la cajera.
El TNC desplaza la hta. de forma suave (círculo tangente vertical)
sobre la primera superficie a mecanizar. A continuación se fresa la
distancia de acabado que ha quedado del desbaste.
ú
AVANCE AL PROFUNDIZAR Q11: Velocidad de
desplazamiento de la hta. en la profundización
ú
AVANCE DE DESBASTE Q12: Avance de fresado
8.5 Ciclos SL
X
Z
Q11
Q12