HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 162
149
HEIDENHAIN TNC 426
ú
2ª DISTANCIA DE SEGURIDAD Q204 (valor
incremental): Coordenada del eje de la hta., en la cual
no se puede producir ninguna colisión entre la hta. y la
pieza.
ú
CENTRO 1ER EJE Q216 (valor absoluto): Centro de la
isla en el eje principal del plano de mecanizado
ú
CENTRO 2º EJE Q217 (valor absoluto): Centro de la
isla en el eje transversal del plano de mecanizado
ú
LONGITUD LADO 1 Q218 (valor incremental):
Longitud de la isla paralela al eje principal del plano de
mecanizado
ú
LONGITUD LADO 2 Q219 (valor incemental): Longitud
de la isla paralela al eje transversal del plano de
mecanizado
ú
RADIO DE LA ESQUINA Q220: Radio de la esquina de
la isla
ú
SOBREMEDIDA 1ER EJE Q221 (valor incremental):
Sobremedida en el eje principal del plano de
mecanizado, referido a la longitud de la isla.
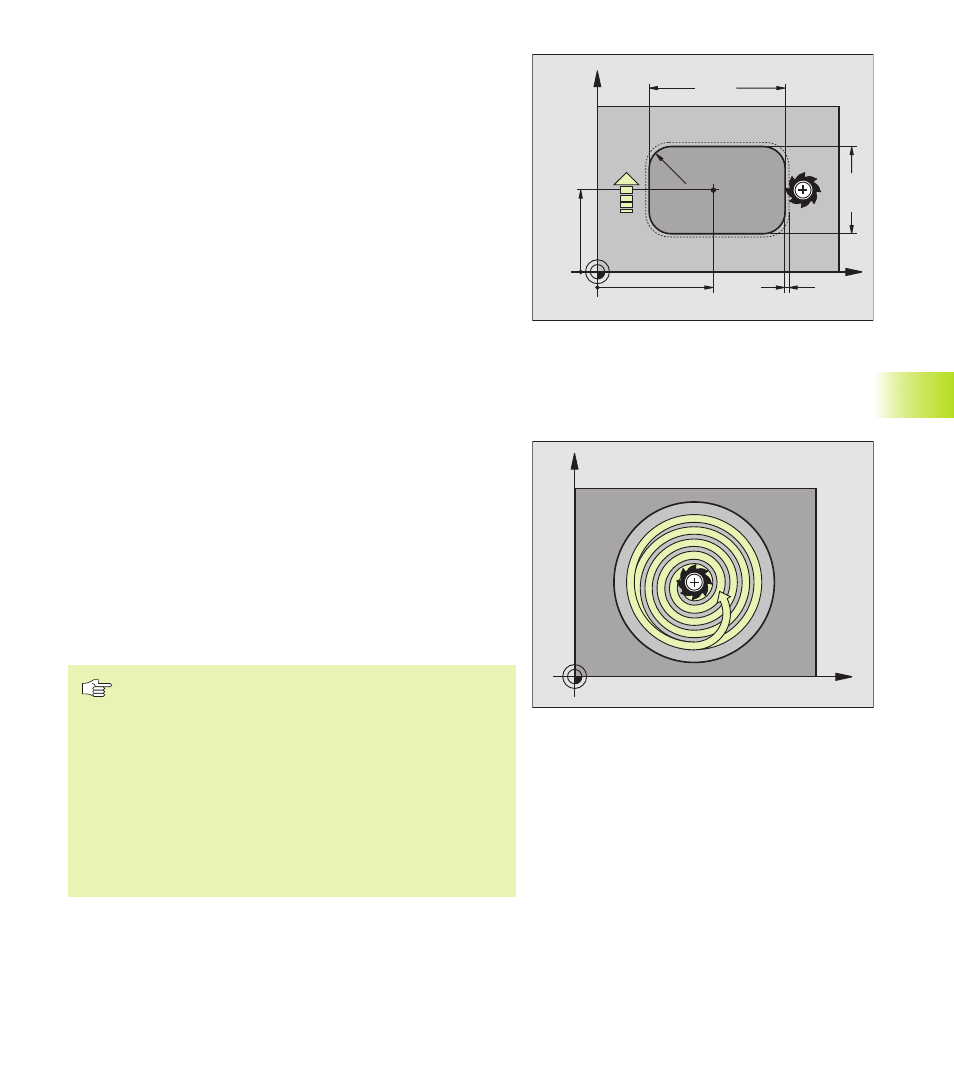
CAJERA CIRCULAR (ciclo 5)
1 La hta. penetra en la pieza desde la posición inicial (centro de la
cajera) y se desplaza a la primera PROFUNDIDAD DE PASADA
2 A continuación la hta. recorre la trayectoria representada en la
figura de la derecha con el AVANCE F programado. Para ello la
hta. traza una trayectoria en forma de espiral. El desplazamiento
lateral se realiza según el valor de k. Véase el ciclo 4 FRESADO
DE CAJERA
3 Este proceso se repite hasta alcanzar la PROFUNDIDAD
programada
4 Al final el TNC retira la hta. a la posición inicial.
Antes de la programación rogamos tengan en cuenta
Programar la frase de posicionamiento sobre el punto
inicial (centro de la cajera) del plano de mecanizado con
CORRECCION DE RADIO R0.
Programar la frase de posicionamiento sobre el punto
inicial en el eje de la hta. (DISTANCIA DE SEGURIDAD
sobre la superficie de la pieza)
El signo del parámetro PROFUNDIDAD determina la
dirección del mecanizado.
Emplear una fresa con dentado frontal cortante en el
centro (DIN 844) o taladrado previo.
X
Y
Q219
Q218
Q217
Q216
Q207
Q221
Q220
8.3 Ciclos par
a el fr
esado de cajer
as,
islas y r
anur
as
X
Y