6 ciclos para el planeado – HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 200
187
HEIDENHAIN TNC 426
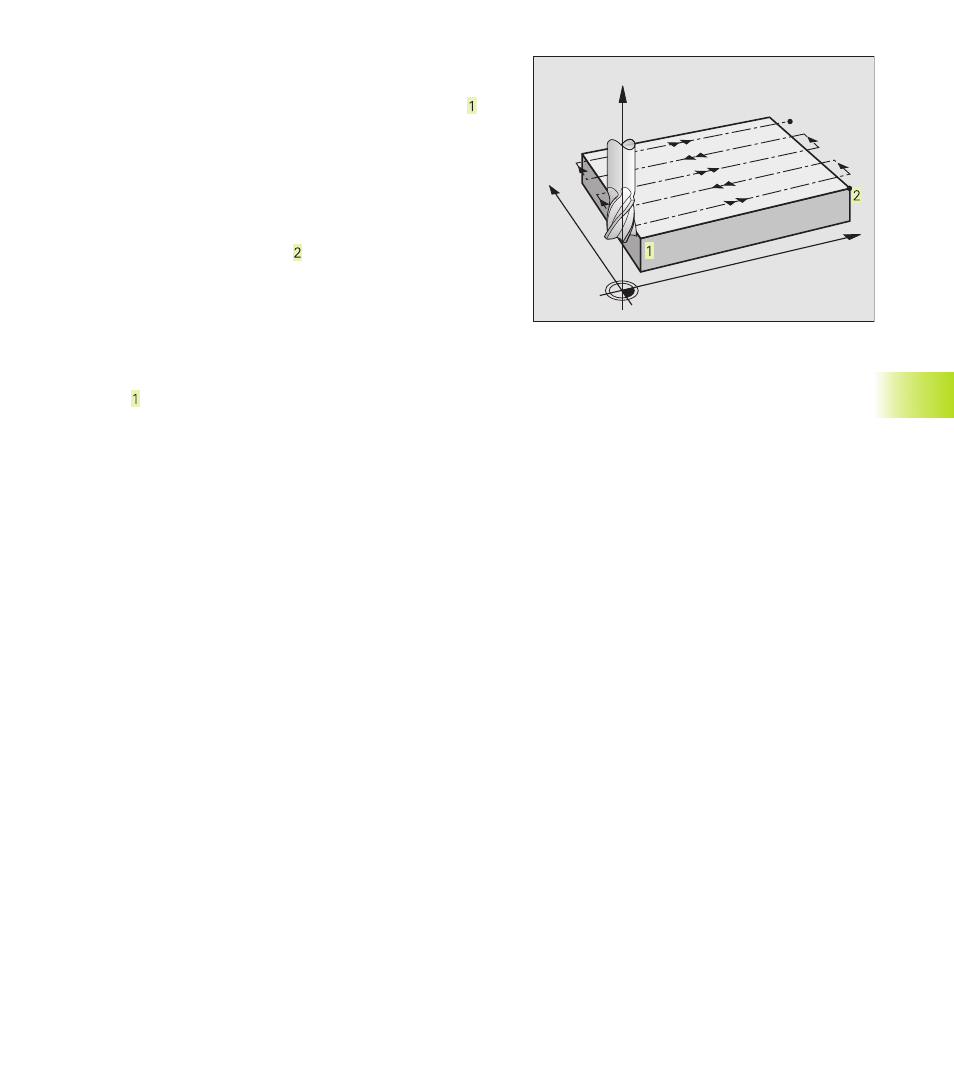
PLANEADO (ciclo 230)
1 El TNC posiciona la hta. en marcha rápida FMAX desde la posición
actual en el plano de mecanizado sobre el punto de partida ; el
TNC desplaza la hta. según el radio de la misma hacia la izquierda
y hacia arriba
2 A continuación la hta. se desplaza en marcha rápida según el eje
de la hta. a la DISTANCIA DE SEGURIDAD y posteriormente con
el AVANCE DE PROFUNDIZACIÓN sobre la posición inicial
programa en el eje de la herramienta.
3 Después la hta. se desplaza con el AVANCE DE FRESADO
programado sobre el punto final ; el TNC calcula el punto final
con los datos del punto inical, de la longitud y del radio de la
herramienta programados.
4 El TNC desplaza la herramienta con AVANCE DE FRESADO
TRANSVERSAL sobre el punto de partida de la siguiente línea; el
TNC calcula este desplazamiento con la anchura y el número de
cortes programados.
5 Después la hta. se retira en dirección negativa al punto de
partida
6 El planeado se repite hasta mecanizar completamente la
superficie programada
7 Al final el TNC retira la hta. con FMAX a la DISTANCIA DE
SEGURIDAD
8.6 Ciclos para el planeado
X
Y
Z