5 ciclos sl – HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 189
8 Programación: Ciclos
176
El subprograma contiene las coordenadas de un eje angular (p.ej.
eje C) y del eje paralelo (p.ej. eje de la hta.) Como funciones para
programar trayectorias se dispone de L, CHF, CR y RND.
Las indicaciones en el eje angular pueden ser introducidas en grados
o en mm (pulgadas) (se determina en la definición del ciclo).
Antes de la programación deberá tenerse en cuenta
La memoria de un ciclo SL es limitada. Se pueden
programa como máximo p.ej. 128 frases lineales.
El signo del parámetro PROFUNDIDAD determina la
dirección del mecanizado.
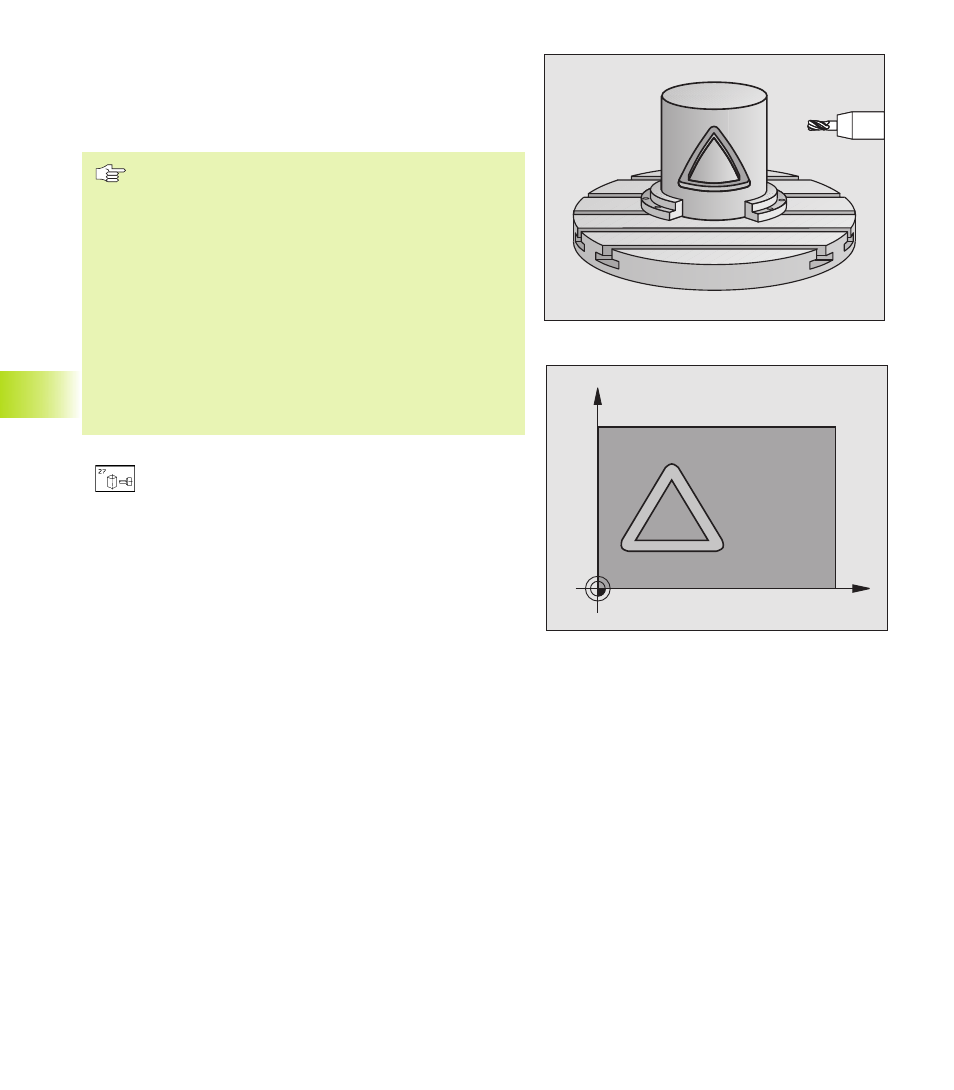
Deberá utilizarse una fresa con dentado frontal cortante
en el centro (DIN 844).
El cilindro debe estar sujeto a la mesa giratoria.
El eje de la hta. deberá desplazarse perpendicularmente
al eje de la mesa giratoria. Si no es así, el TNC emite un
aviso de error.
Este ciclo no se puede ejecutar en un plano inclinado de
mecanizado.
ú
PROFUNDIDAD DE FRESADO Q1 (valor incremental):
Distancia entre la superficie cilíndrica y la base del
contorno
ú
SOBREMEDIDA ACABADO LATERAL Q3 (valor
incremental): Sobremedida de acabado en el plano del
desarrollo del cilindro; la sobremedida actua en la
dirección de la corrección de radio.
ú
DISTANCIA DE SEGURIDAD Q6 (valor incremental):
Distancia entre el extremo de la hta. y la superficie
cilíndrica
ú
PROFUNDIDAD DE PASADA Q10 (valor incremental):
Medida, con la cual la hta. penetra cada vez en la pieza
ú
AVANCE AL PROFUNDIZAR Q11: Avance de
desplazamiento en el eje de la hta.
ú
AVANCE DE FRESADO Q12: Avance en
desplazamientos en el plano de mecanizado
ú
RADIO DEL CILINDRO Q16: Radio del cilindro sobre el
que se mecaniza el contorno
ú
TIPO DE ACOTACION ? GRADOS=0 MM/PULG.=1
Q17: Programar las coordenadas del eje giratorio en el
subprograma en grados o mm (pulg.)
C
Z
8.5 Ciclos SL