2 ciclos de taladrado – HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 156
143
HEIDENHAIN TNC 426
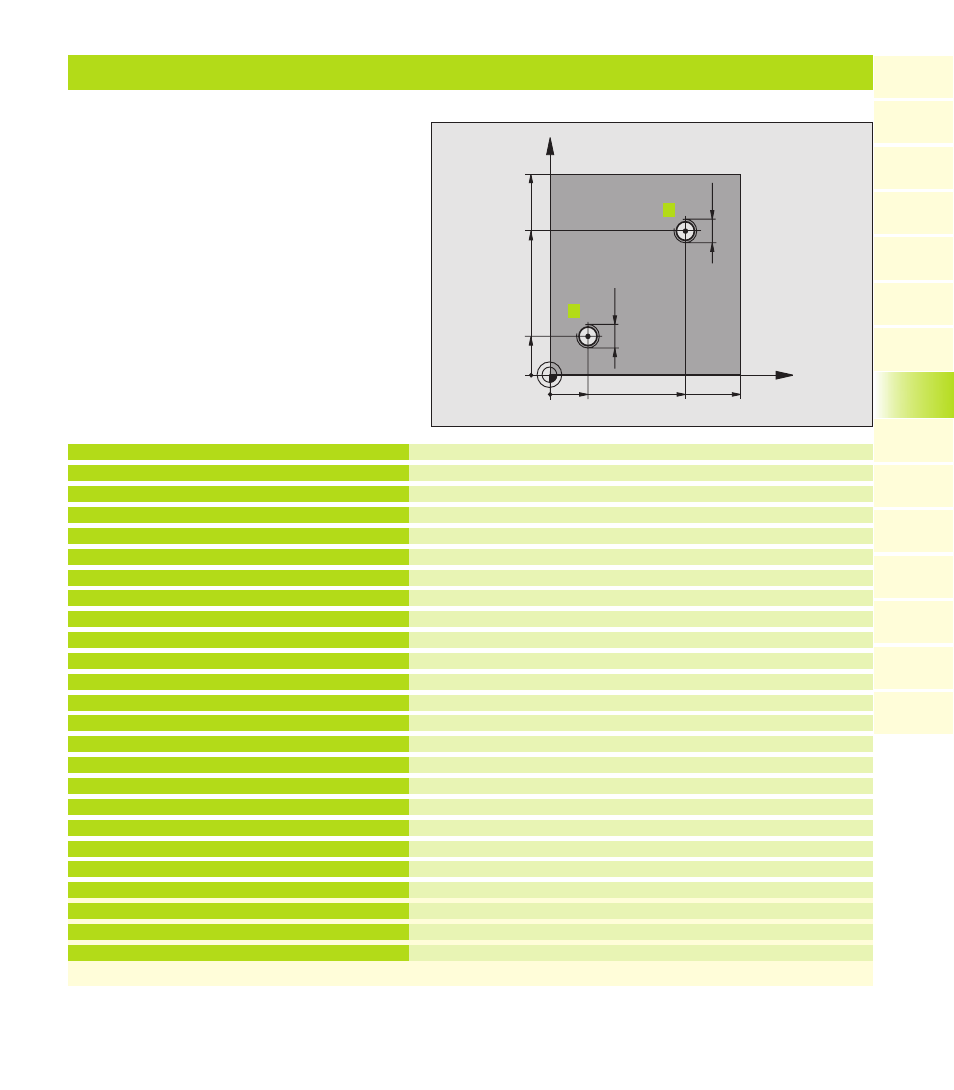
Ejemplo: Ciclos de taladrado
Definición del bloque
Definición de la herramienta
Llamada a la herramienta
Retirar la herramienta
Definición del ciclo Roscado a cuchilla
Llegada al 1er taladro
Llamada al subprograma 1
Llegada al 2º taladro
Llamada al subprograma 1
Retirar la herramienta, final del programa principal
Subprograma 1: roscado a cuchilla
Orientación del cabezal (es posible un corte repetitivo)
Hta. desviada para profundización sin colisión (depende del
diámetro del núcleo y de la herramienta)
Posicionamiento previo en marcha rápida
Aproximación a la profundidad inicial
Herramienta de nuevo al centro del taladro
Llamada al ciclo 18
Retirada
Final del subprograma 1
0 BEGIN PGM C18 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+6
4 TOOL CALL 1 Z S100
5 L Z+250 R0 F MAX
6 CYCL DEF 18.0 ROSCADO A CUCHILLA
7 CYCL DEF 18.1 PROF. +30
8 CYCL DEF 18.2 PASO -1,75
9 L X+20 Y+20 R0 F MAX
10 CALL LBL 1
11 L X+70 Y+70 R0 F MAX
12 CALL LBL 1
13 L Z+250 R0 F MAX M2
14 LBL 1
15 CYCL DEF 13.0 ORIENTACION
16 CYCL DEF 13.1 ANGULO 0
17 L IX-2 R0 F1000
18 L Z+5 R0 F MAX
19 L Z-30 R0 F1000
20 L IX+2
21 CYCL CALL
22 L Z+5 R0 F MAX
23 LBL 0
24 END PGM C18 MM
Desarrollo del programa
■
Programación del ciclo de taladrado en el
programa principal
■
Programación del mecanizado en un subprograma
(véase el capítulo“9 Programación: Subprogramas
y repeticiones parciales de un programa“)
8.2 Ciclos de taladrado
X
Y
20
20
100
100
70
70
M12
M12
1
2