HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 169
8 Programación: Ciclos
156
ú
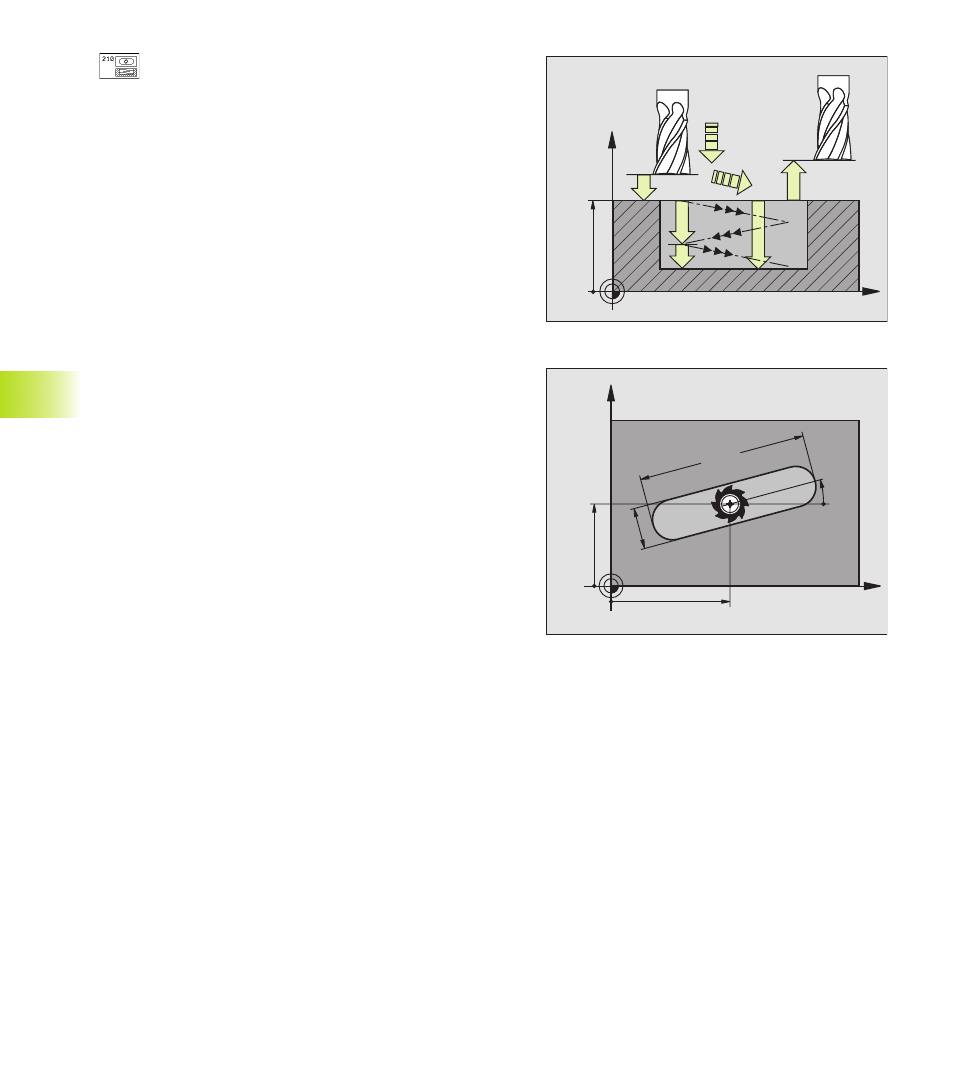
DISTANCIA DE SEGURIDAD Q200 (valor incremental):
Distancia entre el extremo de la hta. y la superficie de
la pieza
ú
PROFUNDIDAD Q201 (valor incemental): Distancia
entre la superficie de la pieza y la base de la ranura
ú
AVANCE DE FRESADO Q207: Velocidad de desplaza-
miento de la hta. durante el fresado en mm/min
ú
PROFUNDIDAD DE PASADA Q202 (valor incremental):
Medida, según la cual la hta. penetra en la pieza con
un movimiento pendular en el eje de la hta.
ú
TIPO DE MECANIZADO (0/1/2) Q215: Determinar el
tipo de mecanizado
0: Desbaste y acabado
1: Sólo desbaste
2: Sólo acabado
ú
COORD. DE LA SUPERFICIE DE LA PIEZA Q203 (valor
absoluto): Coordenadas de la superficie de la pieza
ú
2ª DISTANCIA DE SEGURIDAD Q204 (valor incremental):
Coordenada del eje de la hta., en la cual no se puede
producir ninguna colisión entre la hta. y la pieza.
ú
CENTRO 1ER EJE Q216 (valor absoluto): Centro de la
ranura en el eje principal del plano de mecanizado
ú
CENTRO 2º EJE Q217 (valor absoluto): Centro de la
ranura en el eje transversal del plano de mecanizado
ú
LONGITUD LADO 1 Q218 (valor paralelo al eje
principal del plano de mecanizado): Introducir el lado
más largo de la ranura
ú
LONGITUD LADO 2 Q219 (valor paralelo al eje
transversal del plano de mecanizado): Introducir la
anchura de la ranura. Si se introduce la anchura de la
ranura igual al diámetro de la hta, el TNC sólo realiza el
desbaste (fresado de la ranura)
ú
ANGULO DE GIRO Q224 (valor absoluto): Angulo,
según el cual se gira toda la ranura; el centro de giro
está en el centro de la ranura
8.3 Ciclos par
a el fr
esado de cajer
as,
islas y r
anur
as
X
Z
Q200
Q201
Q207
Q202
Q203
Q204
X
Y
Q219
Q218
Q217
Q216
Q224