6 a b ri r e intr oducir pr ogr amas – HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 78
62
4 Programación: Principios básicos, gestión de ficheros,
ayudas de programación, gestión de palets
Programación de los movimientos de la herramienta
Para programar una frase, se selecciona una tecla de función DIN/
ISO en el teclado alfanumérico. En el TNC 410 también se pueden
utilizar las teclas grises del tipo de trayectoria, para obtener el código
G correspondiente.
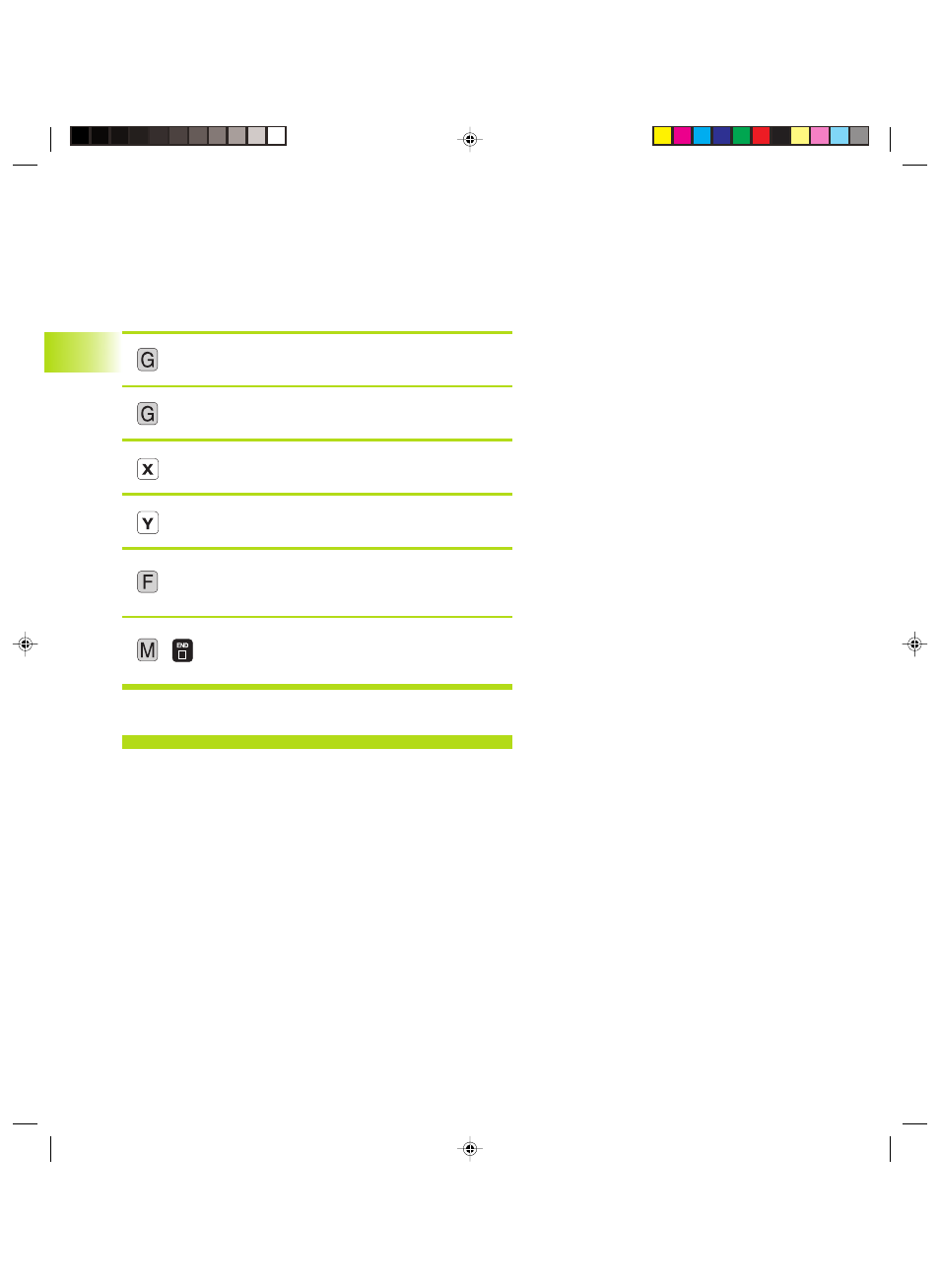
Ejemplo de una frase de posicionamiento
1
Abrir la frase
<
40
Introducir “sin corrección de radio“
<
10
Introducir la coordenada del pto. final para el eje X
<
5
Introducir la coordenada del pto. final para el eje Y
<
100
Avance para el tipo de trayectoria
100 mm/min
<
3
Función auxiliar M3 „cabezal conectado“, finalizar
la frase con la tecla END
La ventana del programa indica la frase:
N30 G01 G40 X+10 Y+5 F100 M3 *
4.6 A
b
ri
r
e
intr
oducir pr
ogr
amas
Ekap4.pm6
28.06.2006, 14:36
62