1 0 ciclos especiales – HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 253
237
TNC 410, TNC 426, TNC 430 de HEIDENHAIN
ú
Nombre del programa: Nombre del programa que se
quiere llamar, si es preciso indicando el camino de
búsqueda en el que está el programa
El programa se llama con
■
G79 (frase separada) o
■
M99 (actúa por frases) o
■
M89 (se ejecuta después de cada frase de
posicionamiento)
Ejemplo: Llamada al programa
Se desea llamar al programa 50 a través de la llamada de ciclo
Ejemplo de frases NC
N550 G39 P01 50 *
N560 G00 X+20 Y+50 M99 *
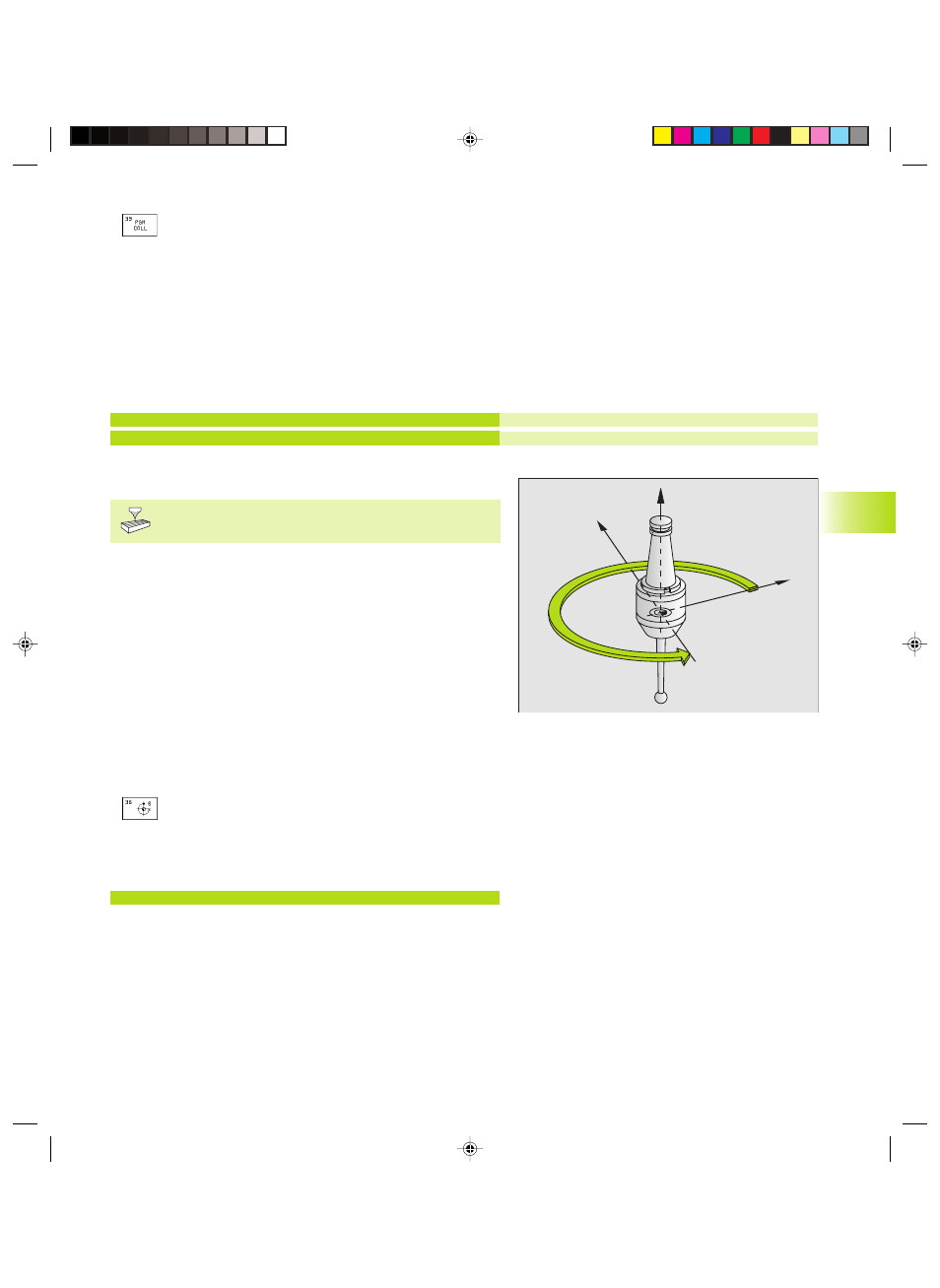
ORIENTACIÓN DEL CABEZAL (ciclo G36)
El constructor de la máquina prepara la máquina y el TNC
para poder emplear el ciclo G36.
El TNC puede controlar el cabezal principal de una máquina
herramienta y girarlo a una posición determinada según un ángulo.
La orientación del cabezal se utiliza p.ej.
■
en sistemas de cambio de herramienta con una determinada
posición para el cambio de la misma
■
para ajustar la ventana de emisión y recepción del palpador 3D con
transmisión por infrarrojos
Activación
La posición angular definida en el ciclo se posiciona con la
programación de M19.
Si se programa M19 sin antes haber definido el ciclo G36, el TNC
posiciona el cabezal principal sobre el valor angular determinado en
un parámetro de máquina (véase el manual de la máquina).
ú
Angulo de orientación: Introducir el ángulo referido al eje
de referencia angular del plano de mecanizado
Campo de introducción:
0 a 360°
Resolución de la introducción:
0,001°
Ejemplo de frase NC:
N72 G36 S25*
X
Y
Z
8.1
0 Ciclos especiales
Determinación: “El programa 50 es un ciclo“
Llamada al programa 50
Kkap8.pm6
28.06.2006, 14:37
237