3 aproximación y salida del contorno, 3 apr o ximación y salida del cont or n o – HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 113
97
TNC 410, TNC 426, TNC 430 de HEIDENHAIN
Corrección de radio
La corrección de radio deberá estar antes de la frase con las
coordenadas de la 1ª trayectoria del contorno. La corrección de radio
no puede empezar en una frase con una trayectoria circular. Deberá
programarse antes en una frase con interpolación lineal.
Interpolación lineal véase “6.4 Tipos de trayectoria - Coordenadas
cartesianas“.
Posicionamiento previo
Posicionar previamente la herramienta al principio del programa de
mecanizado, de forma que no se dañe la herramienta o la pieza.
6.3 Aproximación y salida del contorno
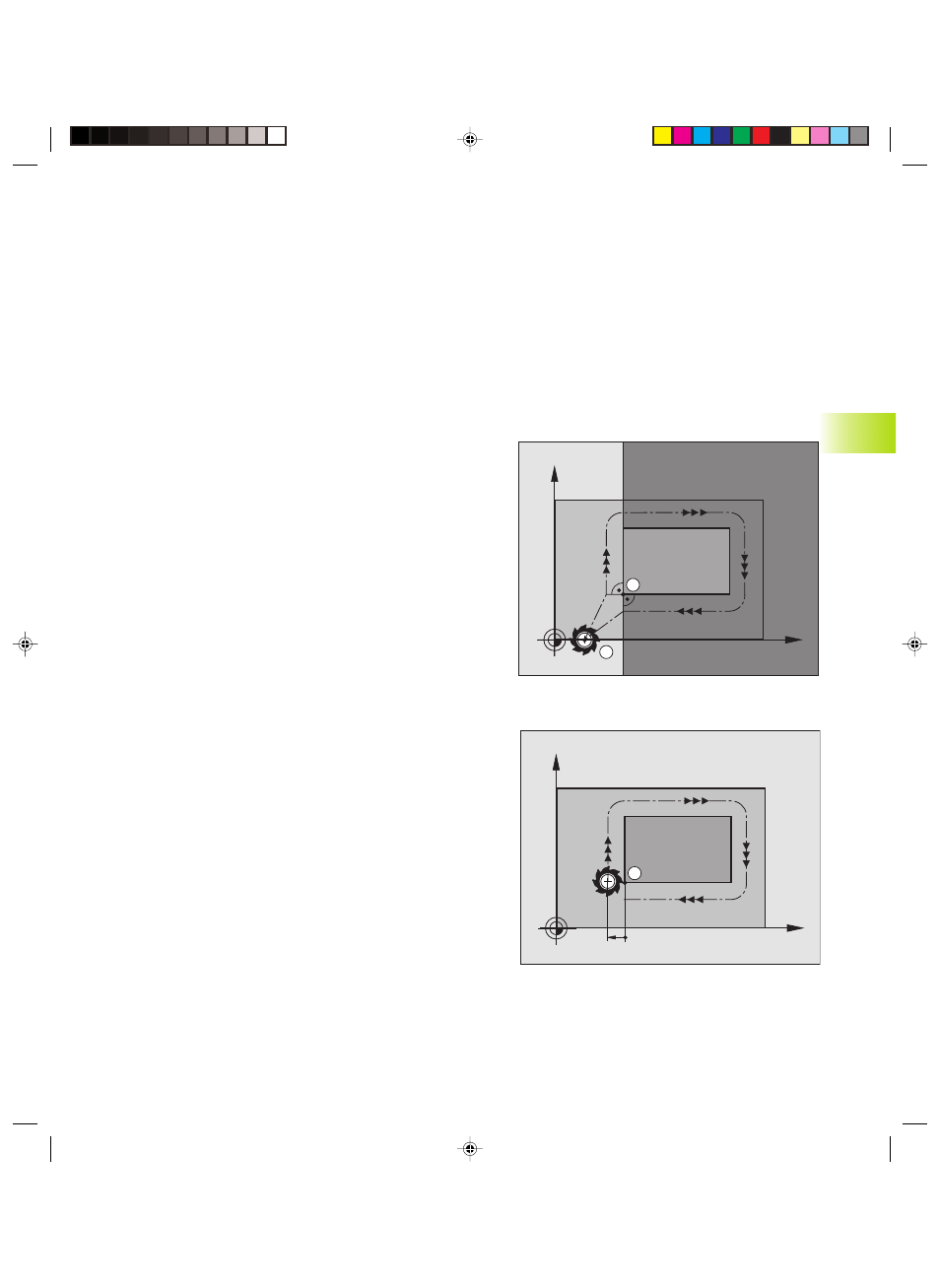
Punto inicial y punto final
La herramienta se desplaza desde el punto inicial al primer punto del
contorno. Condiciones que debe cumplir el punto inicial:
■
Ser programado sin corrección de radio
■
Que la herramienta se pueda aproximar sin colisionar
■
Que esté próximo al primer punto del contorno
Evitar dañar el contorno: El punto de partida óptimo se encuentra en la
prolongación de la trayectoria de la herramienta para el mecanizado
del primer elemento del contorno.
Ejemplo
Figura arriba a la derecha: Si se determina el punto de partida en el
margen gris oscuro, el contorno se daña al aproximarse la hta. al
primer punto del contorno.
Primer punto del contorno
Para el desplazamiento de la hta. al primer punto del contorno se
programa una corrección de radio.
6
.3
Apr
o
ximación y salida del cont
or
n
o
X
Y
A
G41
X
Y
S
A
Gkap6.pm6
28.06.2006, 14:36
97