HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 117
101
TNC 410, TNC 426, TNC 430 de HEIDENHAIN
Recta en marcha rápida G00
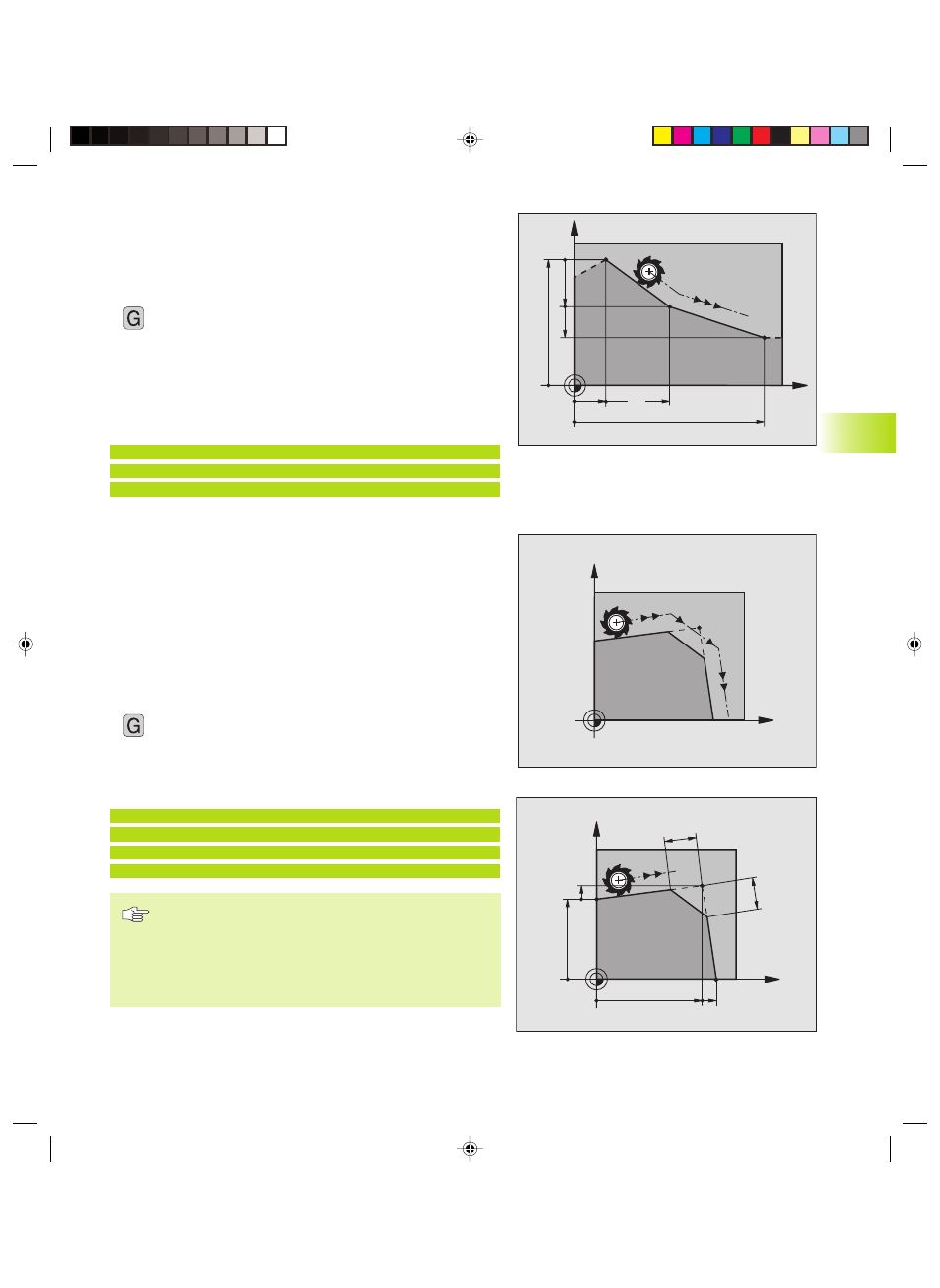
Recta con avance G01 F . . .
El TNC desplaza la herramienta sobre una recta desde su posición
actual al punto final de la recta. El punto de partida es el punto final de
la frase anterior.
1
ú
Introducir las coordenadas del pto. final de la recta
Si es preciso:
ú
Corrección de radio G40/G41/G42
ú
Avance F
ú
Función auxiliar M
Ejemplo de frases NC
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *
Añadir un chaflán entre dos rectas
Las esquinas del contorno generadas por la intersección de dos
rectas, se pueden recortar con un chaflán
■
En las frases lineales antes y después de la frase G24, se
programan las dos coordenadas del plano en el que se ejecuta el
chaflán
■
La corrección de radio debe ser la misma antes y después de la
frase G24
■
El chaflán debe poder realizarse con la herramienta actual
24
ú
Confirmar con la tecla ENT
ú
Sección del chaflán: Introducir la longitud del chaflán
ú
Avance F (actúa sólo en la frase G24)
Ejemplo de frases NC
N70 G01 G41 X+0 Y+30 F300 M3 *
N80 X+40 G91 Y+5 *
N90 G24 R12 *
N100 X+5 G90 Y+0 *
El contorno no puede empezar con una frase G24!
El chaflán sólo se ejecuta en el plano de mecanizado.
El avance de fresado corresponde al avance anteriormente
programado.
El punto teórico de la esquina no se mecaniza.
6.4
Tipos de tr
a
y
ect
or
ia - Coor
denadas car
tesianas
X
Y
60
15
40
10
10
20
X
Y
X
Y
40
12
30
5
12
5
Gkap6.pm6
28.06.2006, 14:36
101