5 ciclos para la programación de figuras de puntos – HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 203
187
TNC 410, TNC 426, TNC 430 de HEIDENHAIN
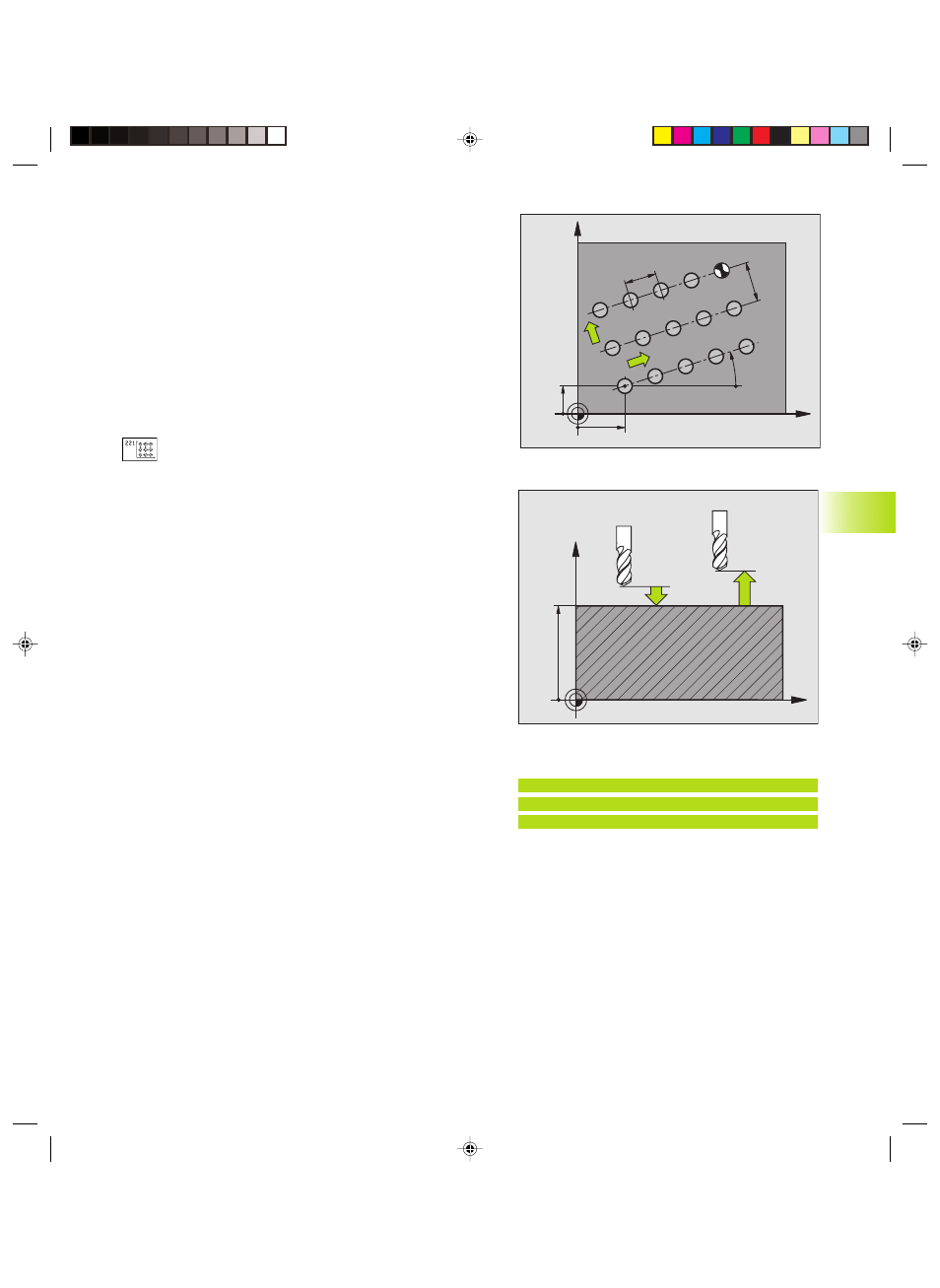
4 Este proceso (1 a 3) se repite hasta que se han realizado todos los
mecanizados sobre la primera línea; la hta. se encuentra en el
último punto de la primera línea
5 Después el TNC desplaza la hta. al último punto de la segunda
línea y realiza allí el mecanizado
6 Desde allí el TNC posiciona la hta. en dirección negativa al eje
principal hasta el punto inicial del siguiente mecanizado
7 Este proceso (5-6) se repite hasta que se han ejecutado todos los
mecanizados de la segunda línea
8 A continuación el TNC desplaza la hta. sobre el punto de partida
de la siguiente línea
9 Todas las demás líneas se mecanizan con movimiento oscilante
ú
Punto inicial 1er eje Q225 (valor absoluto): Coordenadas
del punto inicial en el eje principal del plano de
mecanizado
ú
Punto inicial 2º eje Q226 (valor absoluto): Coordenadas
del punto inicial en el eje transversal del plano de
mecanizado
ú
Distancia 1er eje Q237 (valor incremental): Distancia
entre los diferentes puntos de la línea
ú
Distancia 2º eje Q238 (valor incremental): Distancia
entre las diferentes líneas
ú
Número de columnas Q242: Número de mecanizados
sobre una línea
ú
Número de líneas Q243: Número de líneas
ú
Angulo de giro Q224 (valor absoluto): Angulo, según el
cual se gira toda la disposición de la figura; el centro
de giro se encuentra en el punto de partida
ú
Distancia de seguridad Q200 (valor incremental):
Distancia entre el extremo de la hta. y la superficie de
la pieza
ú
Coordenadas de la superficie de la pieza Q203 (valor
absoluto): Coordenadas de la superficie de la pieza
ú
2ª distancia de seguridad Q204 (valor incremental):
Coordenada en el eje de la hta., en la cual no se puede
producir ninguna colisión entre la hta. y la pieza
además en el TNC 426, TNC 430 con software NC
280 474-xx:
ú
Desplazamiento a la altura de seguridad Q301:
Determinar como debe desplazarse la hta. entre los
mecanizados:
0: Entre los mecanizados desplazarse a la distancia
de seguridad
1: Entre los puntos de medición desplazarse a la 2ª
distancia de seguridad
8.5 Ciclos para la programación de figuras de puntos
X
Z
Q200
Q203
Q204
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243
Ejemplo de frase NC:
N54 G221 Q225=+15 Q226=+15 Q237=+10
Q238=+8 Q242=6 Q243=4 Q224=+15
Q200=2 Q203=+0 Q204=50*
Kkap8.pm6
28.06.2006, 14:37
187