7 ciclos sl gr upo ii (ex cept o tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 218
Advertising
8 Programación: Ciclos
202
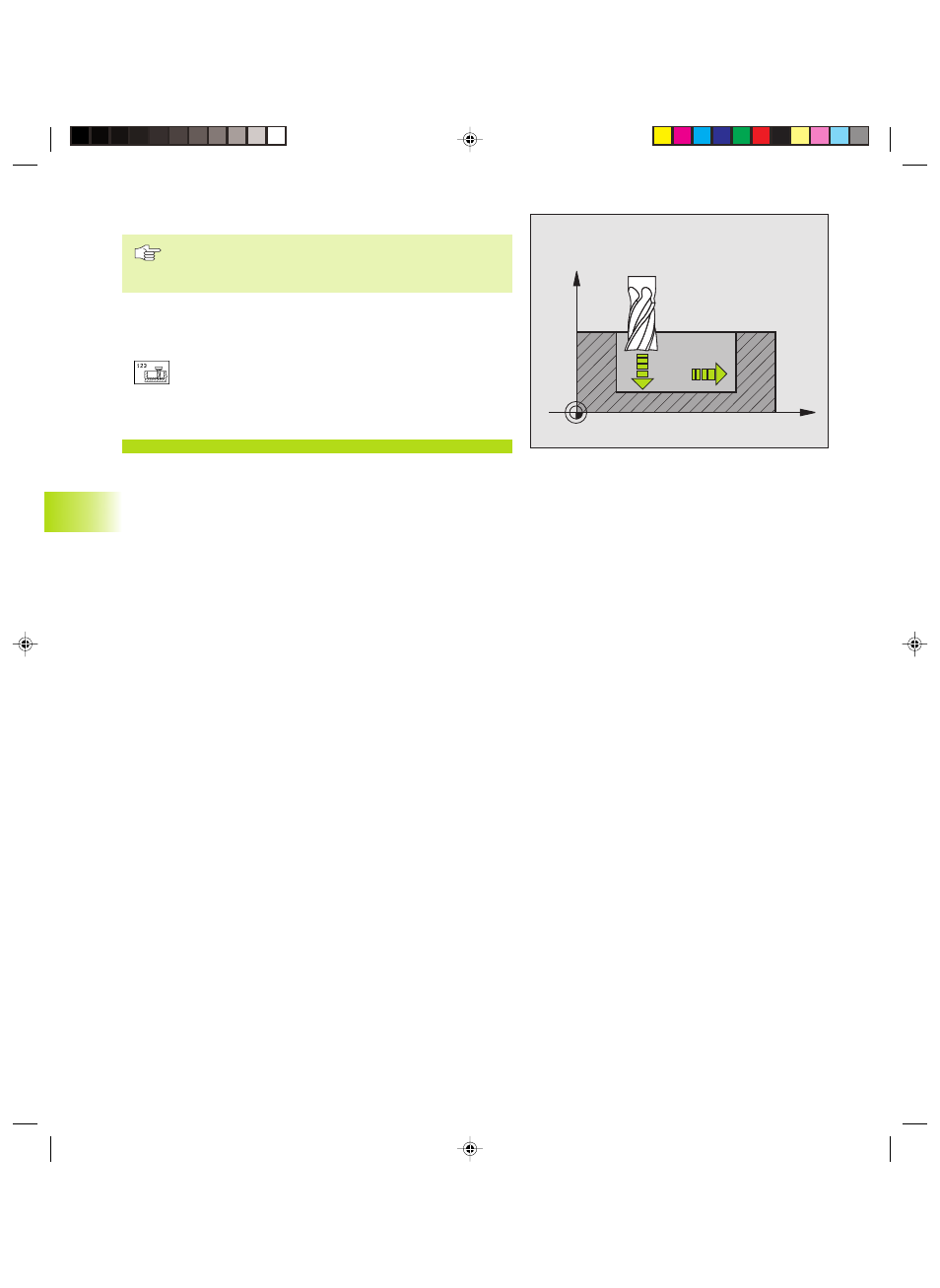
ACABADO EN PROFUNDIDAD (ciclo G123)
El TNC calcula automáticamente el punto inicial para el
acabado. El punto inicial depende de las proporciones
del espacio de la cajera.
El TNC desplaza la hta. de forma suave (círculo tangente vertical)
sobre la primera superficie a mecanizar. A continuación se fresa la
distancia de acabado que ha quedado del desbaste.
ú
Avance al profundizar Q11: Velocidad de desplazamiento
de la hta. en la profundización
ú
Avance para desbaste Q12: Avance de fresado
Ejemplo de frase NC:
N60 G123 Q11=100 Q12=350*
8.7 Ciclos SL gr
upo II (ex
cept
o
TNC 41
0)
X
Z
Q11
Q12
Kkap8.pm6
28.06.2006, 14:37
202
Advertising
Este manual se refiere a los siguientes productos: