8 ciclos para el planeado – HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 231
215
TNC 410, TNC 426, TNC 430 de HEIDENHAIN
Antes de la programación deberá tenerse en cuenta
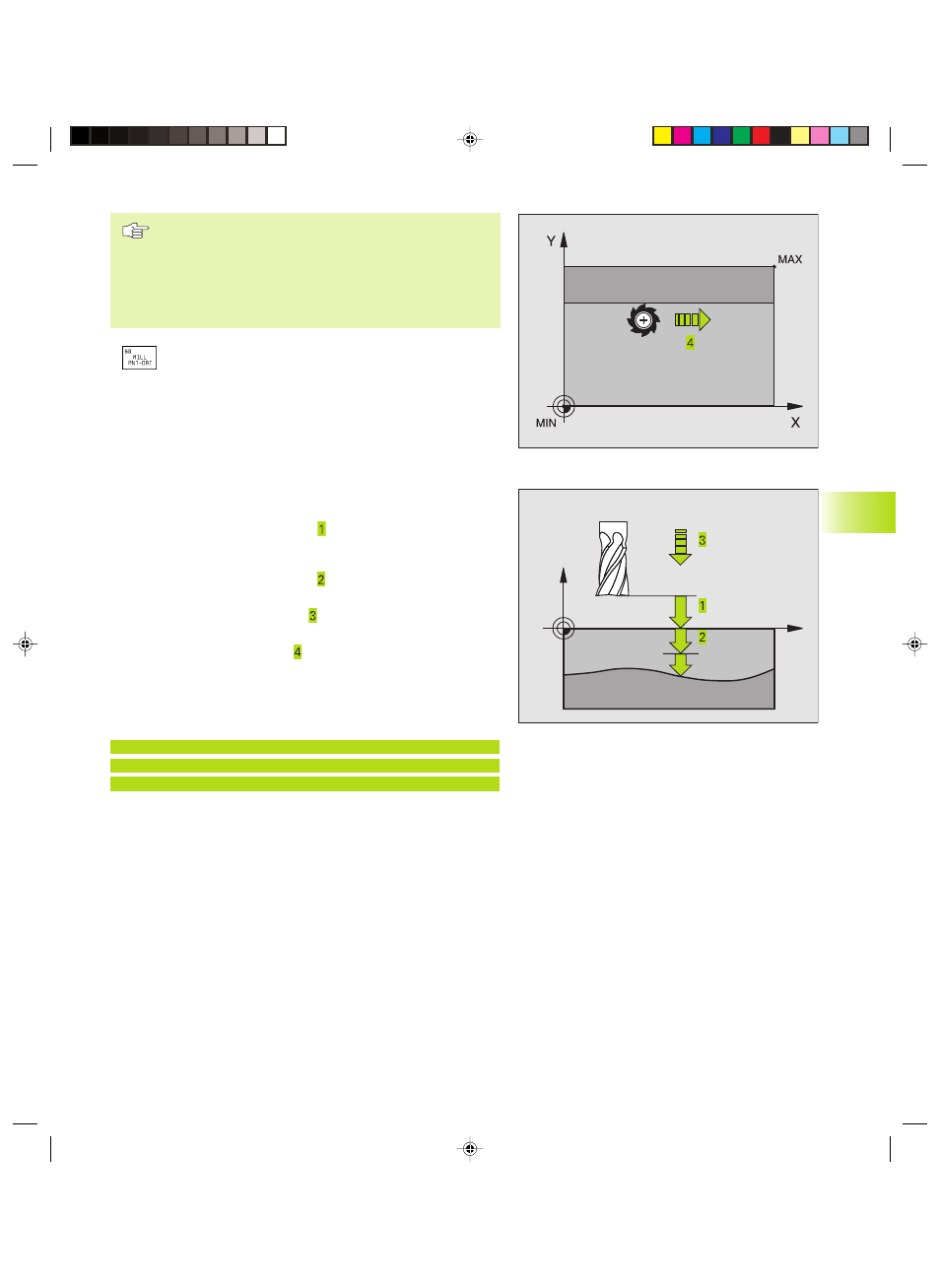
Con el ciclo G60 se pueden ejecutar los datos de la
digitalización y los ficheros PNT.
Cuando se ejecutan ficheros PNT, en los que no hay
ninguna coordenada del eje de la hta., la profundidad de
fresado se produce en el punto MIN del eje de la hta.
ú
Nombre del pgm con los datos de la digitalización:
Introducir el nombre del fichero donde están
memorizados los datos de la digitalización; en el caso
de que el fichero no se encuentre en el directorio
actual, introducir el camino de búsqueda completo.
Cuando se quiere ejecutar una tabla de puntos, se
indica además la extensión .PNT.
ú
Punto MIN campo: Punto mínimo (coordenada X, Y y Z)
del campo en el que se quiere fresar
ú
Punto MAX campo: Punto máximo (coordenada X, Y y Z)
del campo en el que se quiere fresar
ú
Distancia de seguridad (valor incremental): Distancia
entre el extremo de la hta. y la superficie de la pieza
en movimientos en marcha rápida
ú
Profundidad de pasada (valor incremental): Medida,
según la cual la hta. penetra cada vez en la pieza
ú
Avance al profundizar : Velocidad de desplazamiento
en la profundización en mm/min
ú
Avance de fresado : Velocidad de desplazamiento de la
hta. en el fresado en mm/min
ú
Función auxiliar M: Introducción opcional de una función
auxiliar, p.ej. M13
Ejemplo de frase NC:
N64 G60 P01 BSP.I P02 X+0 P03 Y+0 P04 Z-20
P05 X+100 P06 Y+100 P07 Z+0 P08 2 P09 +5
P10 100 P11 350 P12 M13*
X
Z
8.8 Ciclos para el planeado
Kkap8.pm6
28.06.2006, 14:37
215