7 ciclos sl gr upo ii (ex cept o tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 226
8 Programmieren: Zyklen
210
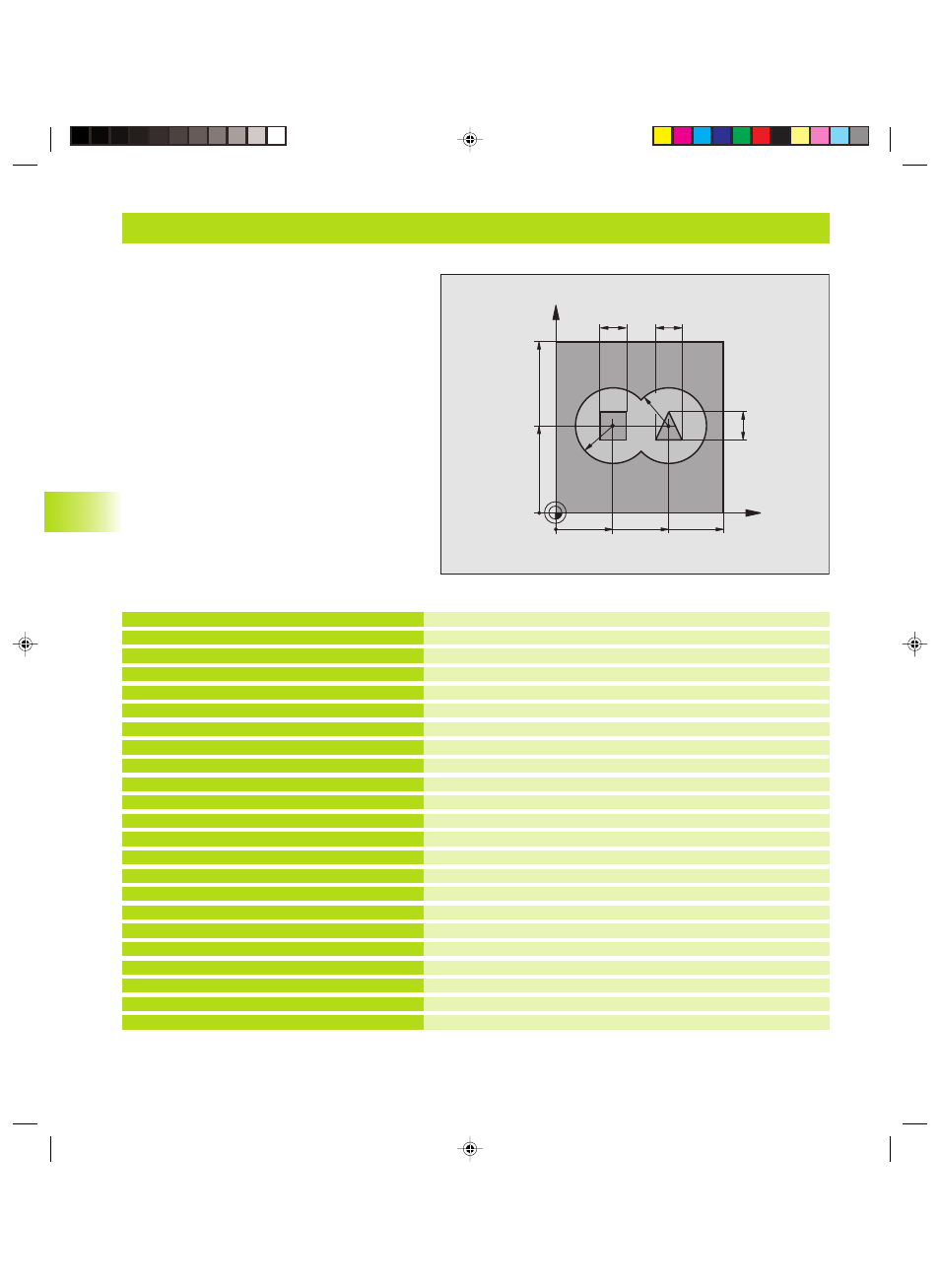
Ejemplo: Pretaladrado, desbaste y acabado de contornos superpuestos
Definición del bloque
Definición de la hta. Taladro
Definición de la hta. para el desbaste/acabado
Llamada a la hta. para el taladrado
Retirar la herramienta
Determinar el subprograma del contorno
Determinar los parámetros de mecanizado generales
Definición del ciclo Pretaladrado
Llamada al ciclo Pretaladrado
Cambio de herramienta
Llamada a la hta. para Desbaste/Acabado
Definición del ciclo Desbaste
Llamada al ciclo Desbaste
Definición del ciclo para Acabado en profundidad
Llamada al ciclo Acabado en profundidad
Definición del ciclo Acabado lateral
Llamada al ciclo Acabado lateral
Retirar la herramienta, final del programa
Subprograma 1 del contorno: Cajera izquierda
%C21 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
N40 G99 T2 L+0 R+6 *
N50 T1 G17 S4000 *
N60 G00 G40 G90 Z+250 *
N70 G37 P01 1 P02 2 P03 3 P04 4 *
N80 G120 Q1=-20 Q2=1 Q3=+0,5 Q4=+0,5
Q5=+0 Q6=+2 Q7=+100 Q8=+0,1 Q9=-1 *
N90 G121 Q10=+5 Q11=250 Q13=2 *
N100 G79 M3 *
N110 Z+250 M6 *
N120 T2 G17 S3000 *
N130 G122 Q10=+5 Q11=100 Q12=350 *
N140 G79 M3 *
N150 G123 Q11=100 Q12=200 *
N160 G79 *
N170 G124 Q9=+1 Q10=+5 Q11=100 Q12=400
Q14=+0 *
N180 G79 *
N190 G00 Z+250 M2 *
N200 G98 L1 *
X
Y
35
50
100
100
16
16
R25
65
16
R25
8.7 Ciclos SL gr
upo II (ex
cept
o
TNC 41
0)
Kkap8.pm6
28.06.2006, 14:37
210