6 ciclos sl gr upo i – HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 208
8 Programación: Ciclos
192
A
B
C
D
DESBASTE (ciclo G57)
Desarrollo del ciclo
1 El TNC posiciona la herramienta en el plano de mecanizado sobre
el primer punto de profundización; para ello el TNC tiene en
cuenta la sobremedida de acabado
2 Con el avance a profundizar el TNC desplaza la herramienta a la
primera profundidad de pasada
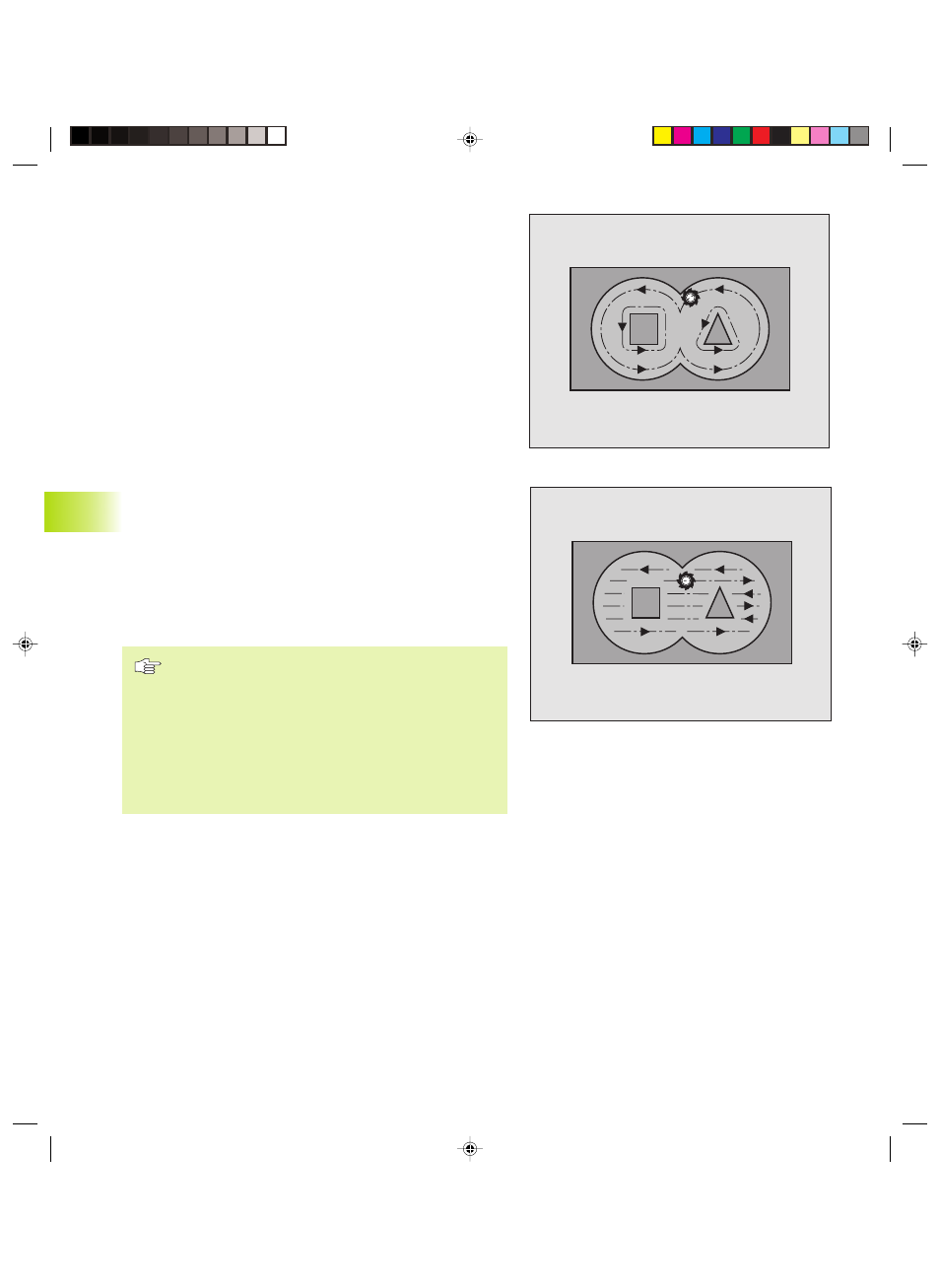
Fresado del contorno (véase la figura arriba a la dcha.):
1 La herramienta fresa el primer contorno parcial con el avance
programado; se tiene en cuenta la sobremedida de acabado en el
plano de mecanizado
2 El TNC fresa de igual forma en las siguientes profundidades de
pasada y contornos parciales
3 El TNC desplaza la herramienta en el eje de la misma a la
distancia de seguridad y después sobre el primer punto a taladrar
en el plano de mecanizado.
Desbaste de la cajera (véase la figura del centro a la derecha)
1 En la primera profundidad de pasada la herramienta fresa el
contorno con el avance de fresado, de forma paralela al eje o bien
bajo el angulo de desbaste programado
2 Para ello se sobrepasan los contornos de la isla (aquí: C/D) a la
distancia de seguridad
3 Este proceso se repite hasta alcanzar la profundidad de fresado
programada
Antes de la programación deberá tenerse en cuenta
Con MP7420.0 y MP7420.1 se determina el comportamiento
de la herramienta en el mecanizado (véase el capítulo “14.1
Parámetros generales de usuario“).
Programar la frase de posicionamiento en el eje de la
herramienta (distancia de seguridad sobre la superficie de la
pieza).
Si es preciso utilizar una fresa con dentado frontal cortante
en el centro (DIN 844) o pretaladrado con el ciclo G56.
8.6 Ciclos SL gr
upo I
Kkap8.pm6
28.06.2006, 14:37
192