3 ciclos de taladrado – HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 180
8 Programmieren: Zyklen
164
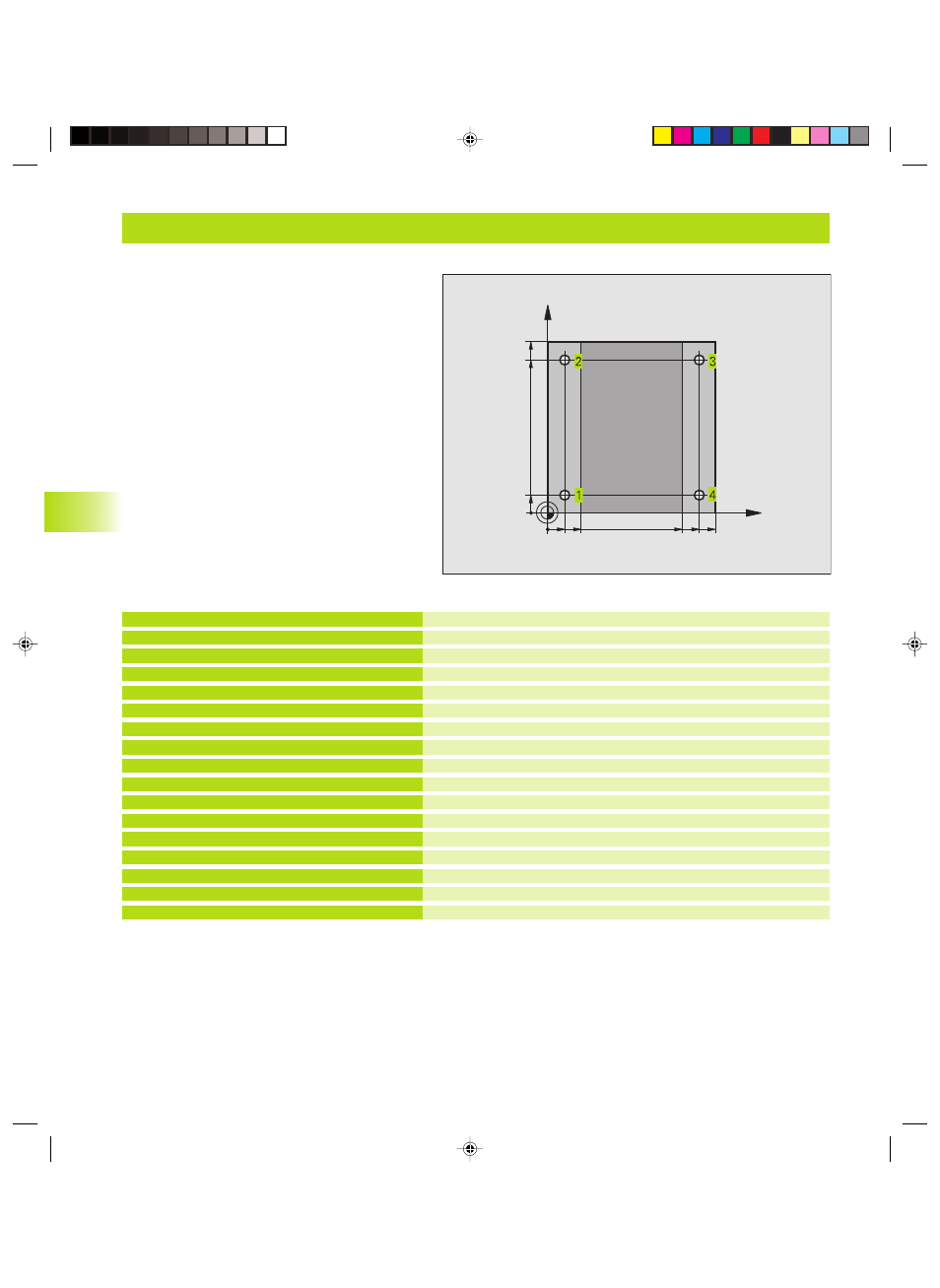
Ejemplo: Ciclos de taladrado
Definición del bloque
Definición de la herramienta
Llamada a la herramienta
Retirar la herramienta
Definición del ciclo
Llegada al primer taladro, conexión del cabezal
Posicionamiento previo en el eje de la hta., llamada al ciclo
Llegada al 2º taladro, llamada al ciclo
Desplazamiento libre del eje del cabezal
Aproximación al taladro 3
Posicionamiento previo en el eje de la hta., llamada al ciclo
Llegada al 4º taladro, llamada al ciclo
Retirar la herramienta, final del programa
%C200 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+3 *
N40 T1 G17 S4500 *
N50 G00 G40 G90 Z+250 *
N60 G200 Q200=2 Q201=-15 Q206=250
Q202=5 Q210=0 Q203=0 Q204=50 *
N70 X+10 Y+10 M3 *
N80 Z-8 M99 *
N90 Y+90 M99 *
N100 Z+20 *
N110 X+90 *
N120 Z-8 M99 *
N130 Y+10 M99 *
N140 G00 Z+250 M2 *
N999999 %C200 G71 *
8.3 Ciclos de taladrado
X
Y
20
10
100
100
10
90
90
80
Kkap8.pm6
28.06.2006, 14:36
164